

62. Монтаж сферических резервуаров. Стройгенплан
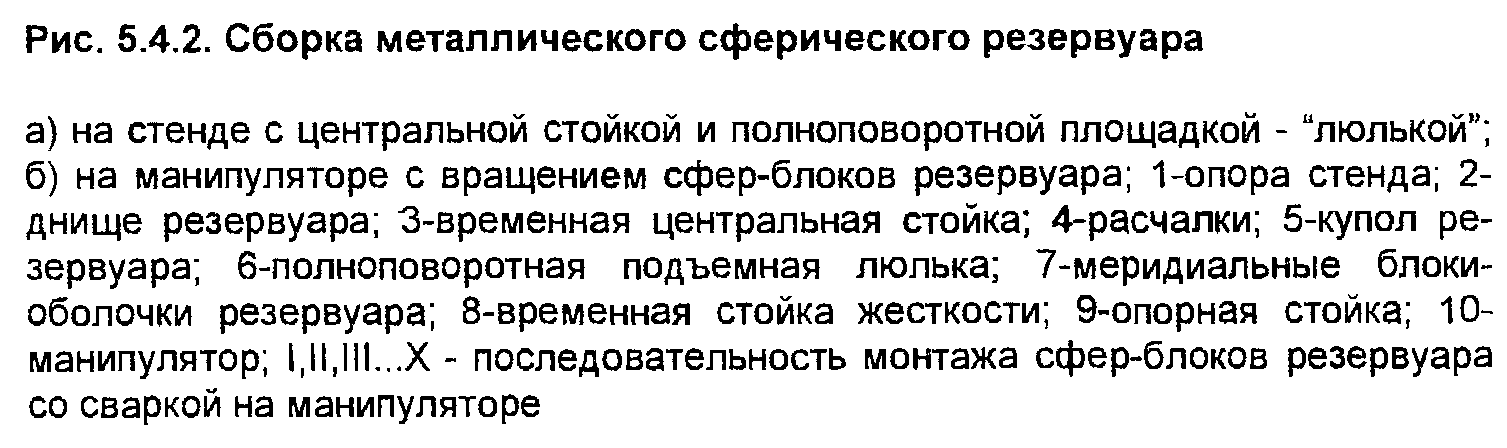
Сборку и сварку сферических резервуаров на монтажной площадке проводят двумя методами в зависимости от состояния поставки лепестков, числа собираемых резервуаров и наличия монтажной оснастки. По первому методу лепестки собирают в блоки на шарнирно-качающемся стенде с автоматической сваркой меридиональных швов. Полушария или укрупненные блоки собирают на лучевом стенде. Затем поднимают и устанавливают полушария или блоки в проектное положение. Монтажные швы корпуса сваривают вручную, что снижает эффективность метода. По второму методу все швы сваривают автоматической сваркой под слоем флюса. На специальном сборочном стенде собирают полусферы или укрупненные блоки из лепестков. Сборку ведут с помощью стяжных приспособлений и вручную выполняют лишь подварочный шов. Полусферы устанавливают на специальный вращатель (манипулятор), где автоматически сваривают меридиональные и кольцевые швы сферического резервуара.
По степени воздействия на оболочку манипуляторы разделяют на два типа: с мягкой системой опирания (гидравлическая, пневматическая и др.), применяемые для сборки тонкостенных оболочек (16...22 мм), и с жестким опиранием на стальные или обрезиненные опорные катки.
Для удобства сборки блоков применяют трубчатую монтажную стойку, к концам которой приваривают собранные днище и купольную часть. Последнюю устанавливают на временную неподвижную опору краном и, тщательно выверив, закрепляют канатами-расчалками (рис.5.4.2,а). На днище и купольную часть приваривают пластины-ловители для установки укрупненных блоков. Блоки краном устанавливают на ловители днища и крепят к купольной части. Последующие блоки устанавливают по часовой стрелке. После установки и закрепления монтируемого блока с наружной стороны резервуара временно подводят опорную стойку для передачи массы блока на фундамент. Блоки между собой соединяют швами-прихватками. Для придания жесткости блоку внутри него приваривают трубу, которую удаляют после монтажа. Рабочим местом для временного крепления блоков между собой (сначала сборочными приспособлениями, а затем одним слоем шва ручной сваркой) служит полноповоротная люлька. Она имеет возможность перемещаться по дуге радиусом 8 м: в вертикальной плоскости - электролебедкой, а в горизонтальной - вручную.
З
 акончив
сборку и прихватку всех блоков, через
верхний купольный люк гусеничным
краном вынимают монтажную стойку. Затем
монтируют манипулятор, убирают временные
опорные стойки и подготавливают резервуар
к автоматической сварке на манипуляторе.
Автоматическую сварку всех меридиональных
и кольцевых швов резервуара производят
на манипуляторе, или рядом с резервуаром
устанавливают шахтную лестницу с
горизонтальной площадкой, к которой
закрепляют кабину сварщика со сварочным
автоматом. После сварки и контроля
сварных швов с помощью домкратов
манипулятора резервуар поднимают и
устанавливают на вновь смонтированные
опорные стойки, оголовки которых
приваривают к оболочке. Затем манипулятор
демонтируют.
акончив
сборку и прихватку всех блоков, через
верхний купольный люк гусеничным
краном вынимают монтажную стойку. Затем
монтируют манипулятор, убирают временные
опорные стойки и подготавливают резервуар
к автоматической сварке на манипуляторе.
Автоматическую сварку всех меридиональных
и кольцевых швов резервуара производят
на манипуляторе, или рядом с резервуаром
устанавливают шахтную лестницу с
горизонтальной площадкой, к которой
закрепляют кабину сварщика со сварочным
автоматом. После сварки и контроля
сварных швов с помощью домкратов
манипулятора резервуар поднимают и
устанавливают на вновь смонтированные
опорные стойки, оголовки которых
приваривают к оболочке. Затем манипулятор
демонтируют.
При сборке в горизонтальном положении (рис.5.4.2,6) каждые три лепестка укрупняют на стенде-кондукторе в блок. Первый блок устанавливают на неподвижной опоре, снабженной роликами, или на роликоопорах манипулятора, расположенного на фундаменте резервуара (газгольдера). До удаления сборочных приспособлений первые шесть блоков соединяют между собой ручной сваркой одного слоя шва изнутри, а седьмой и восьмой - снаружи (во избежание сварки их в потолочном положении). Автоматическую сварку всех швов (снаружи и изнутри) выполняют на манипуляторе аналогично сварке резервуара при вертикальном способе монтажа.
Испытание сферических емкостных сооружений, как правило, производят водой после завершения всех монтажных и сварочных работ, что также служит контролем качества сварных соединений. Сначала резервуар полностью заполняют водой, затем давление повышают до пробного, равного 1,25...1,50 расчетного давления, и выдерживают при этом давлении 10 мин.
44. Тепловая обработка бетона в конструкциях.
Термообработка бетона представляет собой искусственное внесение тепловой энергии в монолитную конструкцию в период ее твердения с целью сокращения периода выдерживания бетона и приобретения им критической или проектной прочности до замерзания.
Тепловое воздействие на прогреваемый бетон осуществляется несколькими методами, отличающимися способами передачи тепловой энергии.
1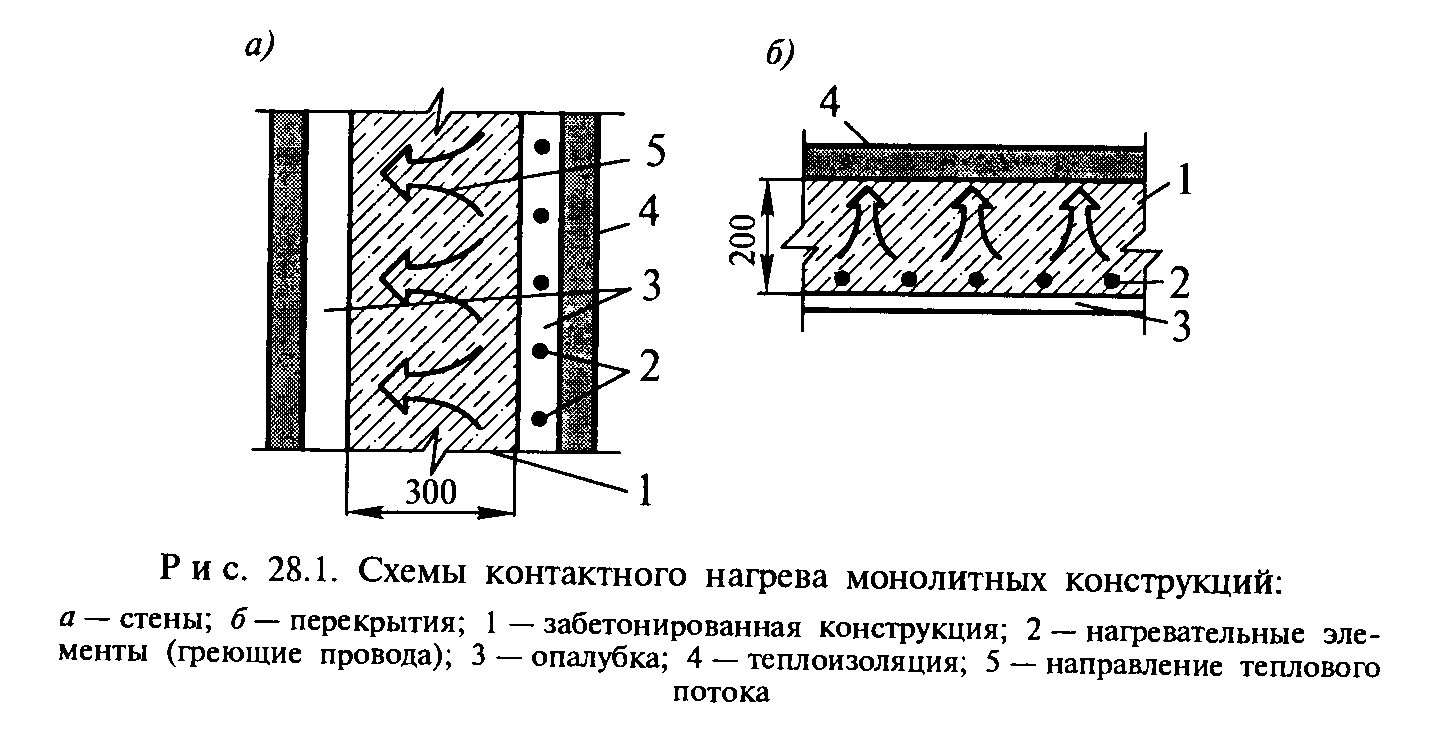 .
Контактный способ,
обеспечивающий передачу тепловой
энергии от искусственно нагретых тел
(материалов) прогреваемому бетону
путем непосредственного контакта между
ними (рис. 28.1).
.
Контактный способ,
обеспечивающий передачу тепловой
энергии от искусственно нагретых тел
(материалов) прогреваемому бетону
путем непосредственного контакта между
ними (рис. 28.1).
2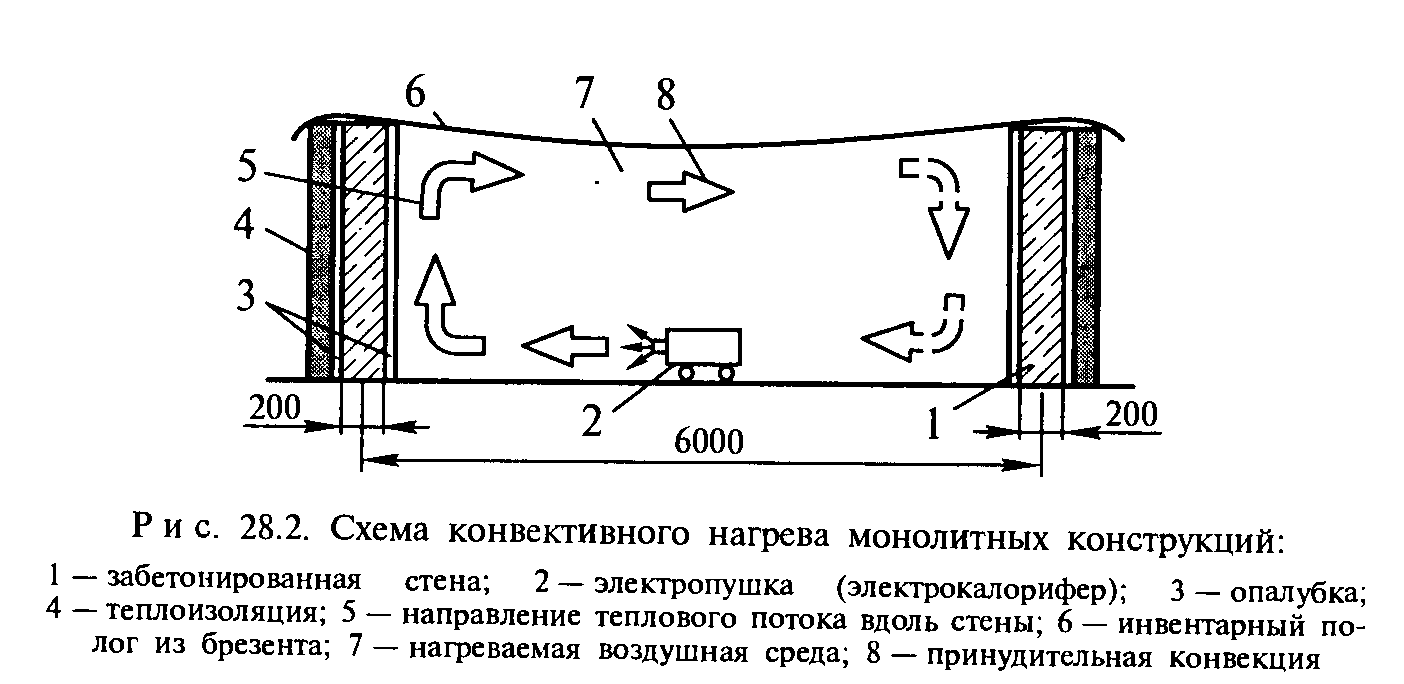 .
Конвективный способ,
при котором передача тепла от искусственных
источников нагреваемым объектам
(опалубке или бетону) происходит через
воздушную среду путем конвекции.
Достоинства конвективного метода —
незначительная трудоемкость работ и
замкнутое пространство вокруг прогреваемой
конструкции посредством инвентарных
ограждений и пологов, например, из
брезента. Недостатки: значительные
потери тепловой энергии на нагрев
посторонних предметов и воздуха, большая
продолжительность цикла обогрева (3...7
сут) и, как следствие, высокий показатель
удельного расхода энергии (свыше 150 кВт
• ч на прогревание 1м3 бетона).
.
Конвективный способ,
при котором передача тепла от искусственных
источников нагреваемым объектам
(опалубке или бетону) происходит через
воздушную среду путем конвекции.
Достоинства конвективного метода —
незначительная трудоемкость работ и
замкнутое пространство вокруг прогреваемой
конструкции посредством инвентарных
ограждений и пологов, например, из
брезента. Недостатки: значительные
потери тепловой энергии на нагрев
посторонних предметов и воздуха, большая
продолжительность цикла обогрева (3...7
сут) и, как следствие, высокий показатель
удельного расхода энергии (свыше 150 кВт
• ч на прогревание 1м3 бетона).
3. Электропрогрев основан на выделении в твердеющем бетоне тепловой энергии, получаемой путем пропускания электрического тока через жидкую фазу бетона, используемую в качестве омического сопротивления. Применению метода должен предшествовать расчет и проектирование электродов, схемы их расположения и подключения к сети, а также режима прогрева.
П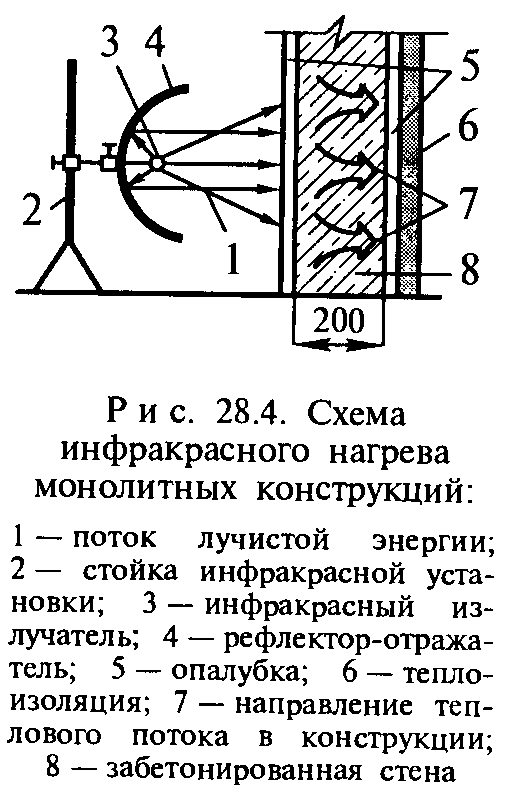 реимущества
метода: в качестве электродов используют
подручные материалы — арматуру или
листовой металл, потери тепловой энергии
минимальны. Недостатки: безвозвратные
потери металла — стержневых электродов
(остающихся в теле забетонированной
конструкции), значительная трудоемкость
при реализации метода
реимущества
метода: в качестве электродов используют
подручные материалы — арматуру или
листовой металл, потери тепловой энергии
минимальны. Недостатки: безвозвратные
потери металла — стержневых электродов
(остающихся в теле забетонированной
конструкции), значительная трудоемкость
при реализации метода
4. Инфракрасный нагрев основан на передаче лучистой энергии от генератора инфракрасного излучения нагреваемым поверхностям через воздушную среду.
Преимущества метода: отсутствие необходимости в переоборудовании опалубки, возможность выполнять вспомогательные операции (отогрев промороженного основания или стыков ранее уложенного бетона, удаление наледи на арматуре и в заопалубленном пространстве), возможность прогревать конструкцию параллельно с бетонированием, сохраняя ранее внесенную тепловую энергию, и за суточный цикл термообработки получать до 70% проектной прочности бетона.
Недостаток технологии: значительная трудоемкость метода, связанная с переносом, расстановкой и подключением к электрической сети технических средств (ИПУ), необходимость обеспечения замкнутого объема для сокращения затрат тепловой энергии (особенно в ветреную погоду), а также высокий удельный расход электроэнергии: 80... 120 кВт • ч на прогревание 1 м3 бетона.
5. Индукционный прогрев основан на использовании электромагнитной индукции, при которой энергия переменного электромагнитного поля преобразуется в арматуре или в стальной опалубке в тепловую и за счет теплопроводности передается бетону Реализуется метод посредством инвентарного индуктора, рассчитанного и изготовленного для определенного узла (например, стыка железобетонных колонн) или объема железобетонной конструкции.
Преимущества метода: простота и качество прогрева конструкций с большой насыщенностью арматурой, обеспечение равномерного по сечению и протяженности конструкции температурного поля.
6. Греющие провода. Для отдельных видов бетонируемых конструкций, в том числе и при несъемной опалубке из пено-полистирола, рекомендуется применять нагревательные провода с металлической токонесущей изолированной жилой, подключаемые в электрическую сеть и работающие, как нагреватели сопротивления. Для нормального обогрева основным требованием является предотвращение механических повреждений изоляции проводов при их установке, монтаже опалубки и укладке бетонной смеси, устранение замыканий токонесущей жилы с арматурой и другими металлическими элементами.
Нагревательные провода размещают в конструкции перед бетонированием. В монолитных стенах применяют вертикальную навивку нагревательного провода. Провод закрепляют снаружи на вертикальные сетки и каркасы, в наиболее защищенной зоне при бетонировании — между арматурой и опалубкой. В перекрытиях провод размещают в нижней части, закрепляя по сетке и арматурному каркасу. Греющий провод применяют в виде последовательно соединенных отрезков длиной 30...45 м. Провода к арматуре крепят вязальной проволокой.
При термообработке бетона контролю, в частности, подвергают:
•требуемую (по ППР) начальную температуру бетонной смеси (доставленной и уложенной в конструкцию);
• температуру
выдерживаемого бетона и выпусков
арматуры (через каждые 1...2 ч);
температуру
выдерживаемого бетона и выпусков
арматуры (через каждые 1...2 ч);
•скорость подъема температуры бетона;
•равномерность прогрева конструкции в различных плоскостях;
•размещение в зоне прогрева (выдерживания) бетона контрольных кубиков;
•скорость остывания прогретых конструкций;
•продолжительность распалубливания конструкций;
•качество и прочность выдерживаемого бетона и оценка его итоговых характеристик (оперативный контроль).