

6.8. Подсистема интегрированного контроля за качеством продукции в гпс.
Работа ГПС с периодами производства, требующими лишь незначительное количество персонала, требует всеобъемлющего контроля, в него входит (рис. 6.32):
1. Контроль за инструментами, участвующими в сверлильных и фрезерных операциях,
2. Измерение заготовок в рабочем помещении машины перед их обработкой,
контроль качества изготовленных деталей,
3. Функциональный контроль и диагностика ошибок отдельных компонентов системы.
Контроль за компонентами системы позволяет своевременно обнаружить причины, вызвавшие останов или брак, и принять меры по их устранению с целью повысить готовность системы. Ниже следует описание приборов для контроля за деталями и инструментами, а также устройствами диагностики.
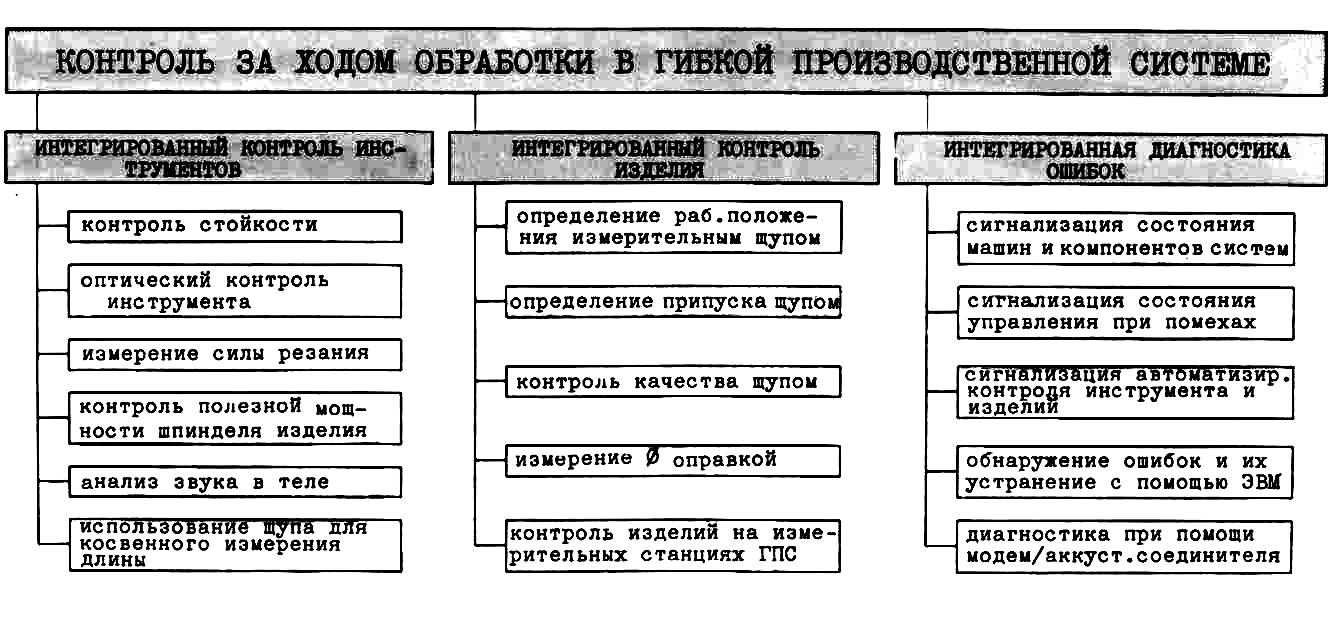
Рис.6.32.Задачи контроля за качеством в ГПС.
6.8.1. Интегрированный контроль за качеством инструментов.
Системы контроля за инструментами имеют задачей обнаружить поломку инструмента и инструменты с дефектами до того, как будет произведен брак или на станке и приспособлении появятся следствия повреждений. При этом должны исключаться последующие обработки, например, нарезание резьбы метчиком после прерванной операции сверления. Для этого используемая система контроля за инструментом должна учитывать специфические требования гибкого производства и соответствующих технологий обработки.
Универсальная система контроля, которую можно было бы применять для разнообразных обрабатывающих операций, пока не существует. Более того, необходимо предлагать приспособленные к отдельному случаю, дополняющие друг друга в своих функциях контрольные системы и стратегии. Наряду со сбором данных по времени выполнения операции инструментом в управлении CNC для контроля стойкости используются системы, с помощью которых сенсорно прямо или косвенно учитывается состояние инструмента.(рис.6.33)
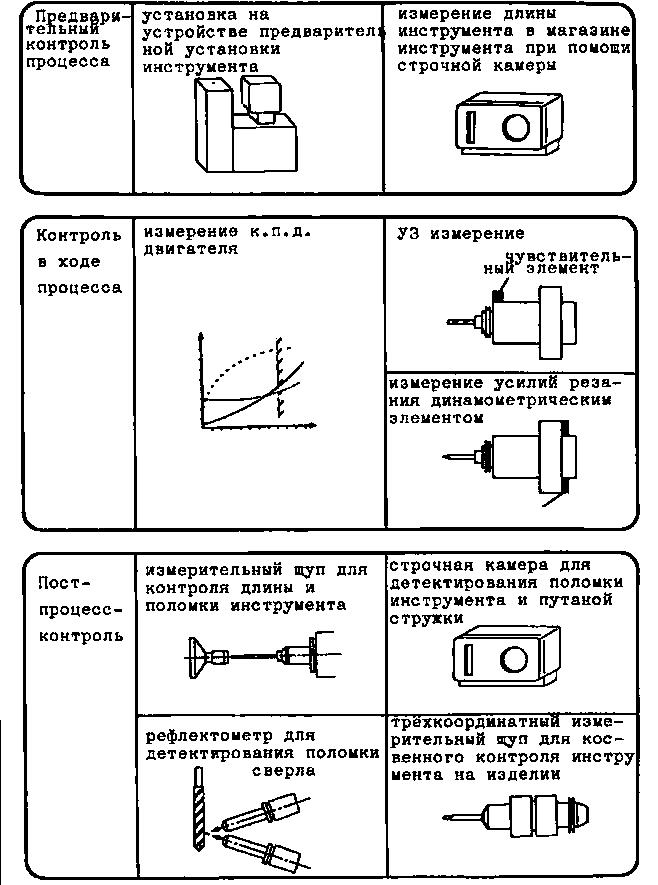
Рис. 6.33.Система интегрированного контроля за состоянием инструмента.
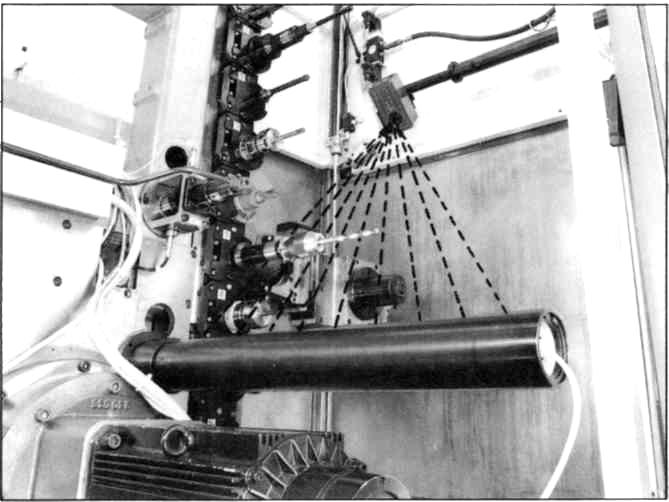
Рис. 6.34. Контроль состояния инструмента при помощи строчной камеры типа непосредственно после включения инструмента
Применяемые в процессе обработки системы контролируют полезную мощность привода шпинделя, возникающие при обработке силы резания или используют метод анализа шума и вибраций. Измерение полезной мощности двигателя позволяет производить чувствительный контроль потребляемой мощности привода шпинделя изделия во время процесса обработки (рис.6.33). Контролируются относящиеся к шагам обработки предельные значения. Кроме того, применяются системы с динамометрическим и ультразвуковым сенсорами, которые контролируют не постоянные предельные величины, а типичный для поломки характер изменения сил или сигналы шумов, обеспечивая таким образом еще более надежный и всеобъемлющий контроль. Эти системы при достижении сигнала предельных значений изменяют режимы резания, например, уменьшают подачу или скорость резания. Если эти меры не нормализуют процесс обработки, они выдают сигнал на замену инструмента его дублирующим.
Границы применения этих внутриоперационных систем контроля за инструментами приводят к необходимости применения также процессорных систем, как например, измерительных головок или работающих бесконтактно систем с фоторелейными датчиками в рабочей зоне обрабатывающего центра. Для этого после обработки очередной детали автоматически запускается рабочий цикл сенсора и только при идентификации инструмента продолжается дальнейшая обработка. В качестве альтернативы хорошо зарекомендовала себя как система постоянного контроля строчная камера (рис.6.34). Она расположена в зоне инструментального магазина и защищена от СОЖ и стружки. Благодаря оптическому измерению длины перед каждой установкой инструмента в шпиндель, инструменты контролируются на изменение длины, т.е. на поломку, путаную стружку и вытягивание из зажимного патрона. Этот процесс контроля производится во время смены инструмента и не приводит к простоям на обрабатывающем центре.