

6.6.6. Транспортные средства снабжения заготовками и изделиями в гпс для обработки крупных корпусных деталей.
В зависимости от различных требований, предъявляемых к гибкости автоматического потока изделий, в соответствии с данной конфигурацией системы и задачами производства используются альтернативно четыре различные системы снабжения изделиями с управлением от ЭВМ.
- рельсовые тележки для прямолинейных путей с ограниченным количеством станций загрузки;
- индуктивная транспортная система (FTS) для нелинейных путей и неограниченного доступа к машинным станциям;
- портальный погрузчик с управлением от ЧПУ для непосредственной манипуляции изделиями, при этом изделия складываются в особые транспортные емкости и подводятся непосредственно к устройствам зажима станка;
- линейная монорельсовая транспортная система с посекционной непосредственной подачей заготовок при помощи многоосных манипуляторов с ЧПУ.
Транспортные рельсовые тележки перевозят палеты для изделий между станцией первичной загрузки заготовок (рис.6.13.) и устройствами смены палет ГПМ (рис.6.14.) и местами базирования палет с изделиями на линейном накопителе. (рис.6.15; 6.16.)
Преимущества рельсового транспорта:
- высокая скорость перемещения до 90 м/мин;
- минимальное время доставки изделий;
- рельсовый транспортный путь легко монтируется и перемещается в нужное место.
Недостатки транспортных рельсовых тележек:
- затруднено электроснабжение: подвод напряжения осуществляется через токоподводящие открытые шины низкого напряжения 24В со счетками или через гибкие шланги (кабельшлепы);
-ограниченный доступ к станкам;
- применение низковольтного оборудования значительно увеличивает габариты и стоимость;
- поворот транспортных путей на 90 и 180 градусов возможны только через дополнительные угловые устройства перегрузки на другой транспортный путь, проложенный под 90 градусов со своей транспортной тележкой, что экономически невыгодно.
Поэтому рельсовые транспортные тележки используются в основном для прямолинейных перемещений.
Центральная станция первичной загрузки, крепления и освобождения заготовок и готовых изделий состоит из одного или нескольких рабочих мест для наладки, доступные с трёх сторон, которые по желанию исполняются и поворотными, наклоняемыми и с вертикальными перемещением. Удобный доступ и легкое обслуживание гарантируют эргономическое рабочее место.
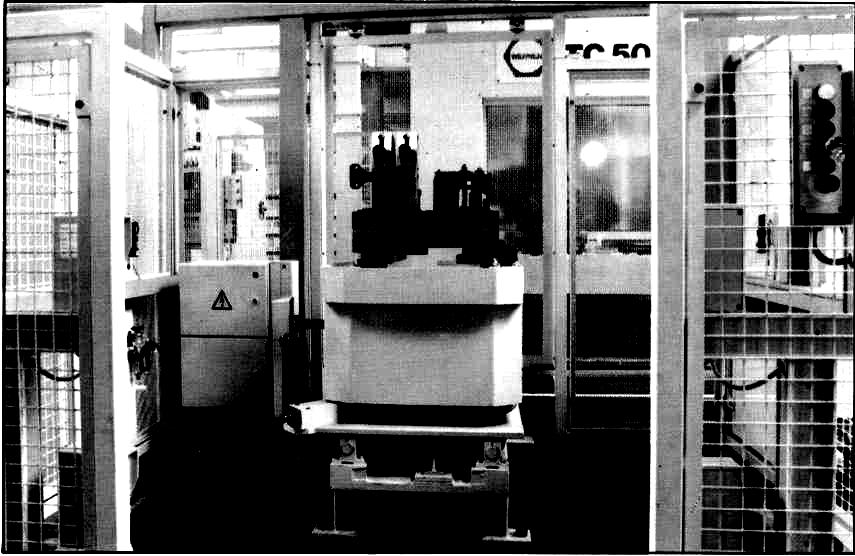
Рис. 6.13. Центральная станция первичной загрузки.
Все обрабатывающие центры «ВЕРНЕР ТС» оснащены по стандарту одним скоростным 2-х местным устройством для смены палет Центральная станция первичной загрузки (заготовок), через которое заготовки перегружаются на паллетах с транспортных тележек в зону обработки и перегружаются готовые детали назад на транспортные тележки.
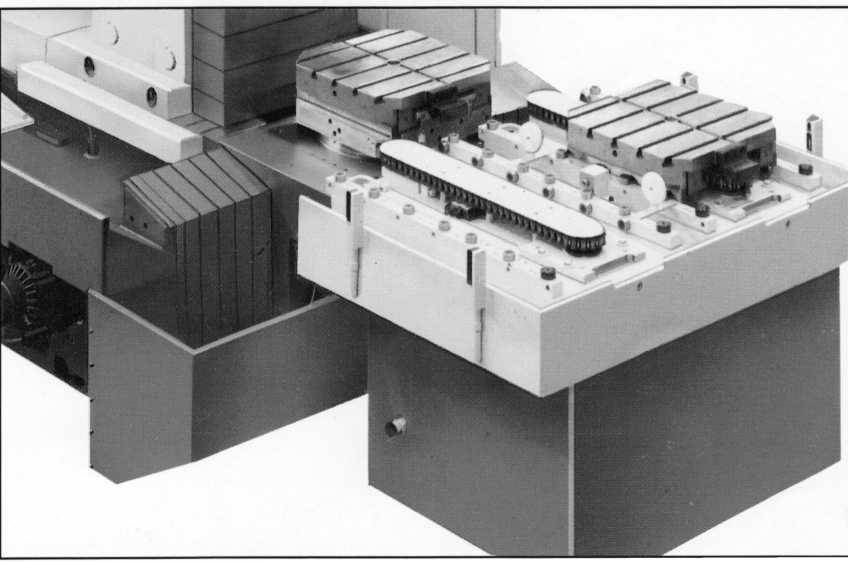
Рис.6.14. Скоростное 2-х местное устройство для смены палет.
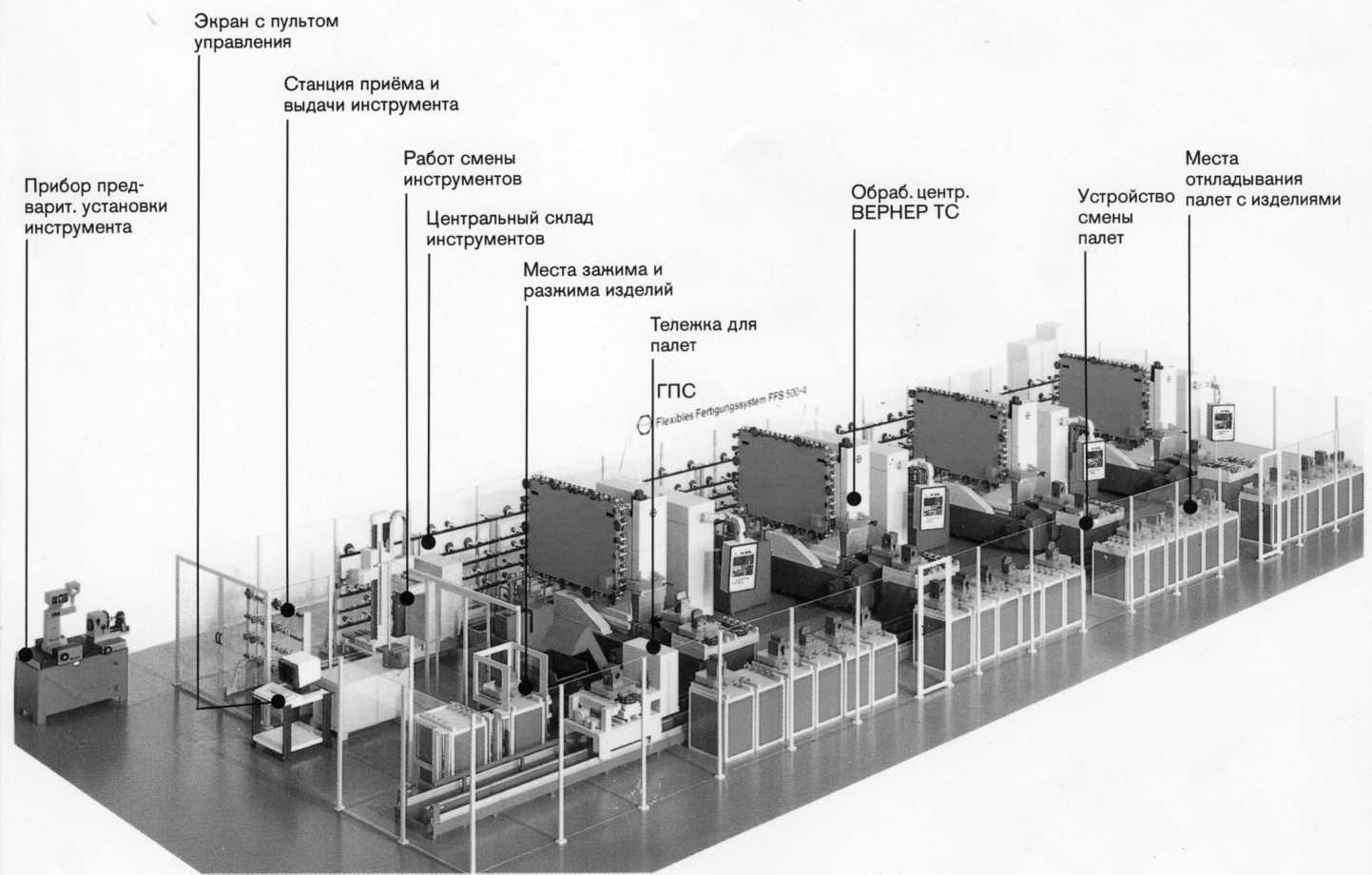
Рис.6.15. ГПЯ с автоматическим снабжением заготовками и инструментами и линейным накопителем палет. Транспортирование готовых изделий к местам обработки и доставка после обработки производится транспортными рельсовыми тележками.
Рельсовые тележки с числовым программным управлением хорошо зарекомендовала себя на практике благодаря своей высокой функциональной надежности и большим скоростям перемещения. Поскольку пути движения относительно короткие, на загрузку обрабатывающих станков отводится минимальное время, что исключает возможные потери времени по причине отсутствия заготовок. Однако, такие тележки имеют недостатки упомянутые выше.
Управление рельсовыми тележками осуществляется от ЭВМ верхнего уровня. Тележка всегда находится на одной из позиций на транспортном пути, определяемой датчиками положения, например, бесконтактными индуктивными или ее положение программируется аналогично как осей в УЧПУ и отслеживается датчиками обратной связи. Привод тележек осуществляется, как правило, частотно-регулируемыми приводами переменного тока с помощью пары шестерня - рейка. В связи с этим ЭВМ всегда контролирует положение и определяет безошибочно местонахождение тележки. Для перемещения, в каком либо направлении в нужную позицию, ЭВМ верхнего уровня задает команду: паллету №… перегрузить на ГПМ №…, паллету №… забрать и перегрузить на накопитель палетоместо №…, или доставить на склад или станцию первичной загрузки для переустановки детали.
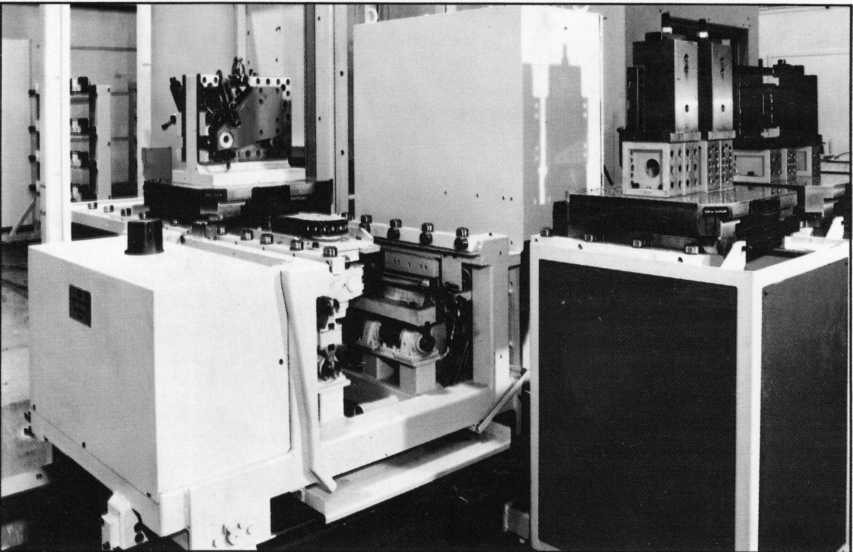 Рис.
6.16. Транспортная
рельсовая тележка
Рис.
6.16. Транспортная
рельсовая тележка
В качестве альтернативы к рельсовым тележкам в настоящее время применяются для транспортировки палет с изделиями индуктивные транспортные тележки (Рис.6.17.)
Преимущества индуктивных транспортных тележек.
- движение по любому маршруту с изменением направлений на любой угол с ограниченным радиусом поворота;
- бесшумность;
- хороший доступ к станкам.
Недостатки:
- низкие скорости до 10 м/мин;
- энергоснабжение от аккумуляторов, требует время на подзарядку;
- изменение направлений движения затруднено, укладка новых токопроводов на действующем производстве в цехах вызывает определенные проблемы;
- опасность для обслуживающего персонала;
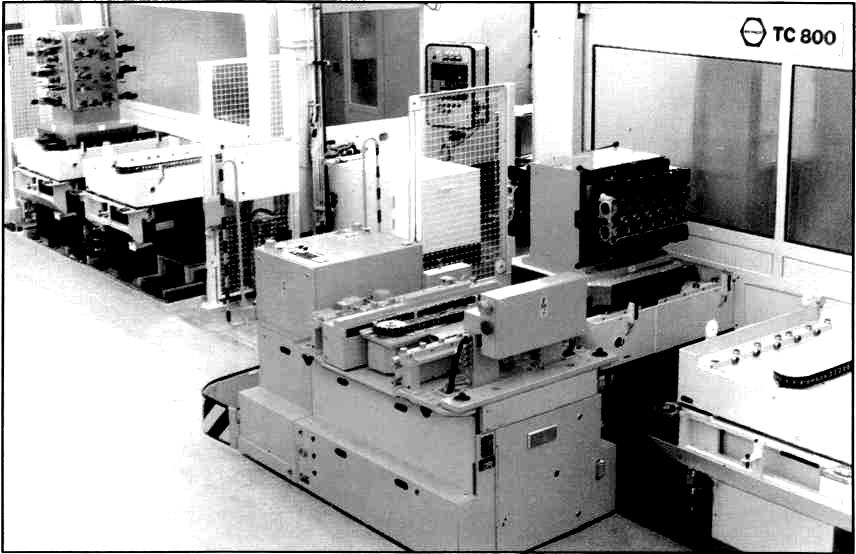
Рис.6.17. Индуктивная транспортная тележка
Низкие их скорости движения и более длинные пути требуют зачастую нескольких тележек. Применение индуктивных тележек практикуют на наиболее крупных обрабатывающих центрах. Индуктивные транспортные системы могут выполнять как транспортировку изделий, так и инструмента. Таким образом, достигается унификация транспортных систем. Для передачи палет с изделиями индуктивная транспортная система автоматически подводится к станциям назначения, при этом она механически позиционируется посредством фиксатора доводчика или на малых(ползучих) скоростях по механическим контактным или бесконтактным индуктивным датчикам. Позиции в которые перемещаются индуктивные тележки распознаются с помощью штрих-кодов или по индуктивным датчикам.
Команды от ЭВМ верхнего уровня передаются по инфракрасным каналам связи. Индуктивные тележки перемещаются по индуктивным токопроводам, заложенным на глубине 40-60 мм от поверхности пола. По токопроводу пропускается ток силой в несколько сотен миллиампер, с частотой 2...20 кГц и напряжением не более 12 В; создается переменное электромагнитное поле, за которым следят датчики индуктивной тележки;
Портальные погрузчики с числовым управлением (рис.6.18) используется для автоматического снабжения заготовками с коротким периодом обработки – в общем, менее 10 мин. на каждое закрепление заготовки. Для этого требуется удобная для манипуляции геометрия заготовки, а также их относительно небольшой вес и небольшие размеры. Таким образом, можно отказаться от использования в качестве транспортного средства большого количества дорогих приспособлений для зажима и возможна обработка без применения палетных систем.
Подача заготовок к портальному погрузчику может осуществляться с помощью индуктивных тележек с размещением заготовок на палетах большого размера (1000х1200) или поддонах. Ориентированная укладка деталей на палеты или поддоны производится вручную.
Заготовки автоматически вкладываются портальным погрузчиком с поддона в гидравлические приспособления для зажима заготовок на обрабатывающих станках и автоматически зажимаются. Применение портальных систем, как правило, предназначено для мелких деталей и весьма рентабельно.

Рис.6.18. Портальный робот манипулятор