

5.7. Области использования гпс.
На практике широко применяются связанные ГПС в основном в средне- и крупносерийном производстве. При этом речь может идти как о различных группах деталей, так и о разных технологических методах. Высокие производительность труда и качество являются важными особенностями компоновки и основными целями этих систем. Эти системы связаны с высокой гибкостью, характерной для конфигурации машин, транспортных средств, манипуляторов и склада, а также с модульными узлами управления на базе открытой сети связи ЭВМ производственных структур с интегрированными ЭВМ. К пользователям связанных ГПС относятся, прежде всего, транспортное машиностроение, производство двигателей, и передач с широким ассортиментом различного рода деталей в средне- и крупносерийном производстве: корпуса передач, двигателей, муфт, насосов, дифференциалов и подшипников, а также головки для цилиндров, крышки, консоли и крупные оси. За счет различных технологических методов
эти детали могут производиться в основном автоматически и готовыми к сборке, в условиях синхронизации по времени и объему партий.
По сравнению с автоматическими линиями, выполняющими определенные задания (обычно налажены на одну деталь), преимущество связанных ГПС заключается в их высокой гибкости в смысле возможностей переналадки и расширения, что особенно ясно проявляется при изменениях программ и в росте производительности труда. Многие осуществляемые на практике примеры показывают, что расширение подобного рода связанных ГПС целесообразно проводить постепенно шаг за шагом, то есть, как говорят англичане, «степ бай степ», немцы – «шрит цур шрит». Зачастую сначала вводится в эксплуатацию одна ГПЯ или ГПО с целью приобрести основополагающий опыт. При системном расширении большими преимуществами обладает открытая система ЭВМ, позволяющая производить расширения, как правило, постепенно и без вмешательства в программное обеспечение отдельных компонентов ЭВМ.
Один из примеров связанной ГПС (рис.5.7.) для комплексной обработки различных головок блока цилиндров, состоящей из трех производственных островов.
Связанная гибкая производственная система для комплексной обработки различных головок блока цилиндров (рис.5.7.), состоящая
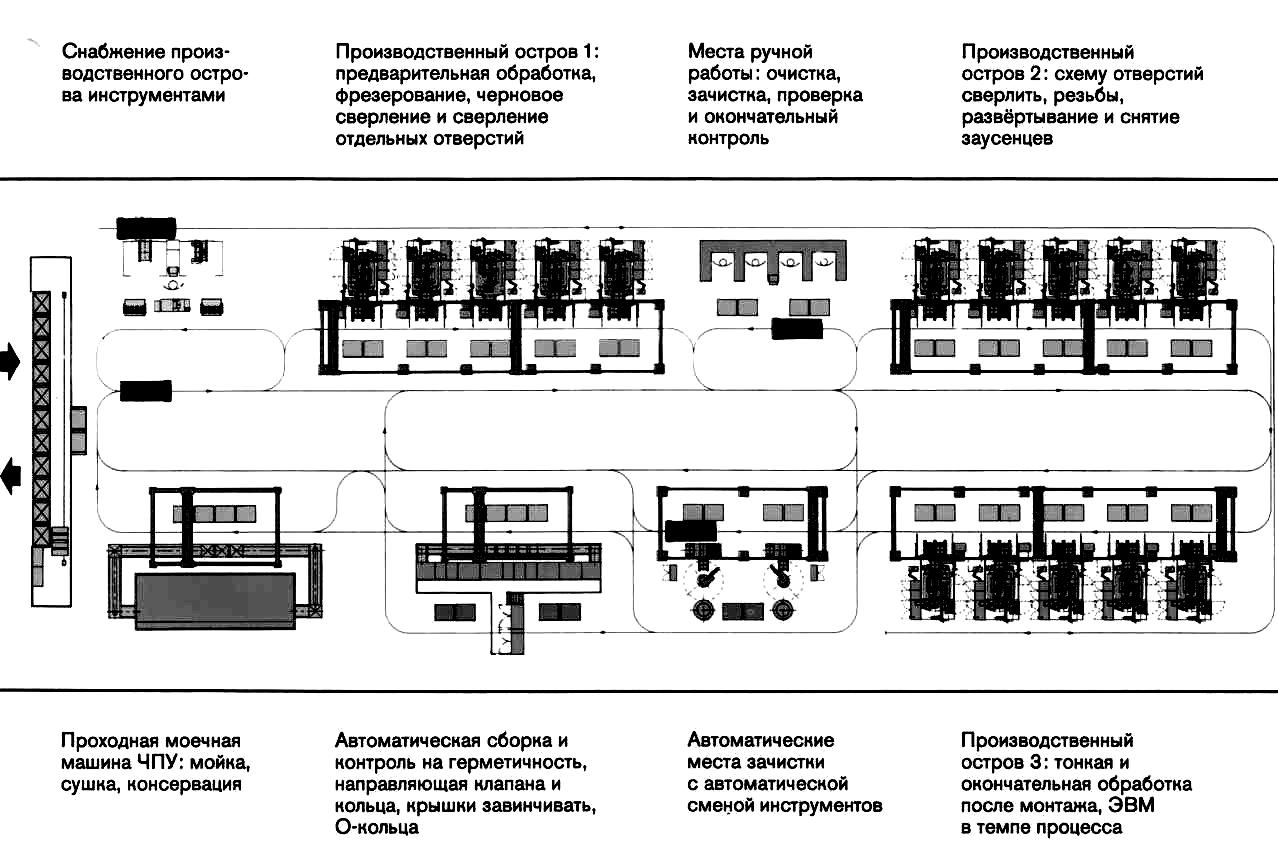
Рис.5.7. Связанная гибкая производственная система для обработки головок блока цилиндров.
из трёх гибких производственных островов (ГПО), с одной станцией для зачистки и с одной установкой для автоматической сборки и испытания на герметичность. На ГПО снабжение заготовками происходит непосредственно при помощи портального манипулятора с ЧПУ.
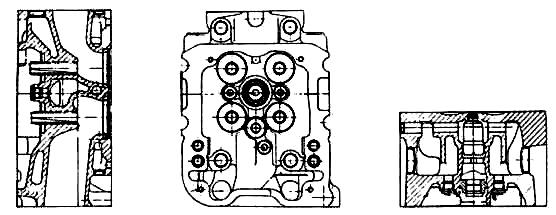
Рис.5.8. Производственная программа: четыре разных головки блока цилиндров, годовой выпуск 66000 деталей
Централизованные транспортные работы выполняются индуктивной транспортной системой.
6. Выбор модульных функциональных компонентов и подсистем гпс
6.1.Важнейшие функциональные компоненты гпс
Основой различных системных концепций являются модульные компоненты, из которых может постепенно выстраиваться и расширяться система.
Важнейшими компонентами ГПС являются:
1) Гибкие производственные модули (ГПМ) (многооперационные
обрабатывающие центры) с унифицированными интерфейсами, имеющие возможность связи, как с ЭВМ верхнего уровня по функции управления, так и с системами управления снабжением инструмента и палет.
2) Подсистема снабжения заготовками со склада и на склад готовых изделий, с трансманипуляторами и технологической оснасткой для крепления заготовок.
3) Подсистема снабжения инструментом со склада и на склад для накопления и хранения инструмента, с трансманипуляторами, инструментальной оснасткой с режущим инструментом.
4) Подсистема измерений и контроля за качеством готовых изделий и процессом обработки.
5) Подсистема управления производством от ЭВМ верхнего уровня.