

5.4. Гибкие производственные острова (гпо). Особенности компоновки.
ГПО предназначены для полной автоматической обработки деталей в средне- и крупносерийном производстве. Характерным признаком ГПО является то, что несколько одно- и многотипных дополняющих друг друга в технологии производства металлообрабатывающих машин связаны в одну систему на основе общего снабжения заготовками и инструментом с интегрированным управлением на базе ЭВМ. (рис.5.3), (рис.5.4).

Рис.5.3. Структурная схема гибкого производственного острова.
Такая структура позволяет производить автоматическую полную обработка заготовок на взаимно заменяющихся или дополняющих друг друга станках при гибкой связи потока материала, снабжения инструментами и интегрированном управлении при помощи ЭВМ.
Например, ГПО (рис.5.4.) состоит из двух обрабатывающих центров , трех вертикально-токарных станков , хонинговального и одной координатно-измерительной машины , а также системы снабжения заготовками инструментом. Кроме того, в ГПО можно включать также многошпиндельные обрабатывающие центры со сменными многошпиндельными головками, моечные машины, роботы для зачистки, например, заусенцев, установки термической обработки с ЧПУ для закалки направляющих или сварочные станции.
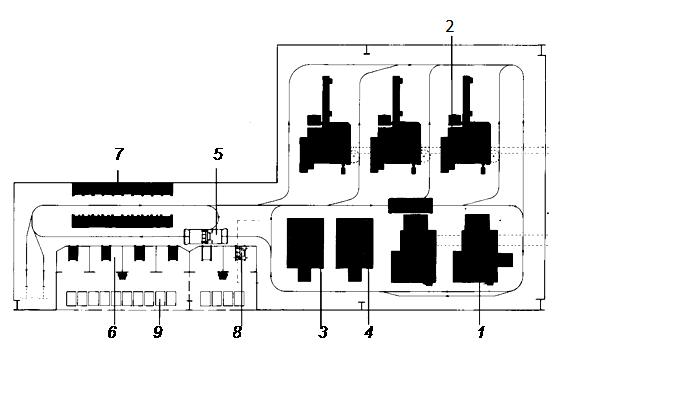
Рис.5.4.Компановка оборудования ГПО, состоящего из обрабатывающих центров и транспортного оборудования: 1 — обрабатывающие центры; 2 — вертикально-токарные станки; 3 — хонинговальный станок; 4 — измерительная координатная машина; 5 — индуктивная тележка для транспортировки деталей и инструментов; 6 — места установа деталей; 7 - накопители палет для изделий; 8 — место подготовки инструмента; 9 — склад хранения заготовок и готовых деталей
5.5. Области использования гпо.
Техническими областями применения ГПО являются серийное машиностроение и приборостроение, транспортное машиностроение и производство двигателей, а также их предприятия смежники. В ассортимент изделий входят узлы коробок передач, двигателей, насосов, или гидравлических узлов, потребность в которых, например, определяется заданным еженедельным или ежедневным числом изделий, которые изготавливаются непрерывно, зачастую специально по заказу покупателя. Количество различных параллельно производимых изделий составляет максимально 5-20 видов. Время обработки составляет от 5 до 60 минут на каждое применение заготовки. В соответствии с этим различно и количество необходимых инструментов.
По сравнению с автоматическими линиями обработки издержки на приспособления зажима и палет для изделий, как правило, значительно ниже, поскольку в принципе на каждое крепление изделий используется лишь две паллеты. Что касается персонала, эта разница незначительна. Дополнительные издержки на ГПО составляют по сравнению с автоматическими линиями обработки около 20%. Более выгодные и гибкие характер производства и возможности использования, означающие, как правило, более высокую степень готовности и более низкую степень замораживания капитала для находящихся в обращении материалов и производственных средств. По сравнению со среднесерийным производством на отдельных машинах, не связанных друг с другом, автоматизация потока материалов и интегрированное управление процессом означает очевидное сокращение издержек на изделие до 20% и более.