

27. Хонінгування деталей. Призначення. Параметри технічного процесу.
Як доводочні операції різанням під час ремонту застосовують хо-нінгування і суперфініш.
Хонінгування являє собою метод остаточної обробки циліндричних поверхонь, звичайно отворів, абразивними брусками, закріп леними у спеціальній головці. Його застосовують після чистового розточування або шліфування.
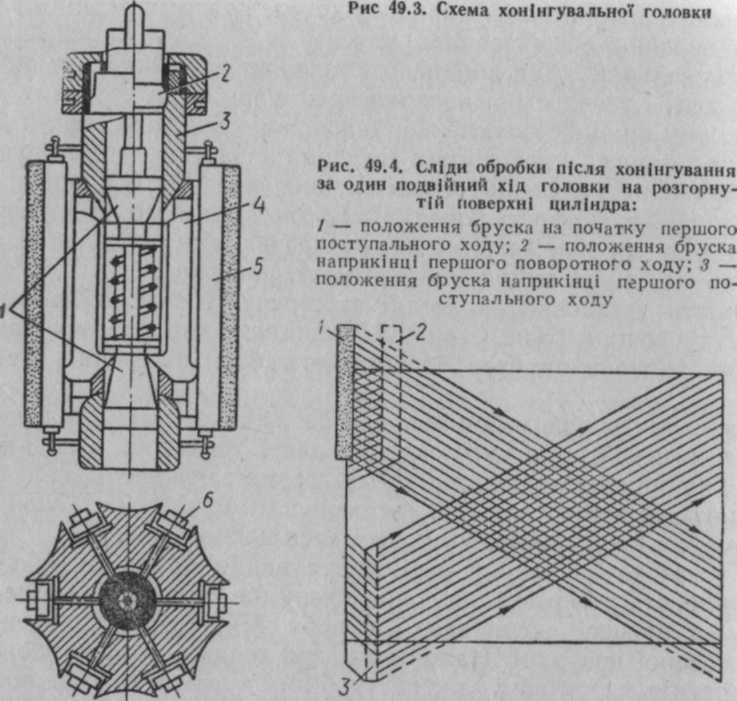
Під час хонінгування зрізають гребінці, що залишились від попередньої обробки і видаляють припуск (0,01...0,12 мм). Хонін гувальну головку показано на рис. 49.3. Абразивні бруски 6 дрібної зернистості кріплять за допомогою тримачів 5 бруска до корпусі З головки. Бруски можуть розсуватися упорними пластинами 4 і конусами /. Шарнір 2 призначений для самоорієнтування головки в отворі циліндра.
Під час хонінгування головка з брусками обертається, одночаснії рухаючись поступально-зворотно уздовж своєї осі з числом подвійних ходів 10... 100 за 1 хв.
В результаті додавання обох рухів хонінгувальна головка переміщується по гвинтовій лінії і на оброблюваній поверхні утворю-
ІТЬСЯ характерна сітка, що являє собою сліди абразивних зерен (рис. 49.4), у заглибинах яких добре тримається мастило.
Під час хонінгування оброблювана поверхня інтенсивно полива-і гься мастильно-охолодною рідиною, яка не тільки охолоджує по-іерхню, а й сприяє видаленню з неї металевої стружки та продуктів спрацювання брусків. Як мастильно-охолодну рідину під час хонін-гувания застосовують гас або суміш гасу з мінеральним маслом (20... ЗО %).
28. Відновлення деталей вібродуговим електроімпульсним наплавленням. Переваги і недоліки перед наплавленням під шаром флюсу.
Вібродугове наплавлювання застосовують для ремонтного наплавлювання
собу полягає в тому, що між деталлю З (рис. 50.29) і присадним електродним дротом /, який вібрує з частотою 50 і більше коливань за секунду, періодично збуджується дуга.
Деталь рівномірно обертається, а наплавлювальна головка переміщується вздовж деталі. У зону наплавлювання надходить холодна рідина, найчастіше водний розчин кальцинованої соди або 20 %-й водний розчин гліцерину. Пара, що утворюється, захищає метал пліши від кисню й азоту повітря. Основна перевага цього способу— Малий тепловий вплив на основний Метал і незначна деформація на-ііл.иїлюваної деталі (у 6...12 раз менша, ніж під час електродугового наплавлювання).
Вібродугове наплавлювання ефективне для відновлення спрацьованих деталей (спрацювання
менш ЯК 1 мм). Лазерне наплавлювання полягає в нанесенні покриття на спра-цьовану поверхню деталі за допомогою лазера. Завдяки локальному Фокусуванню лазерного випромінювання можна наносити присадний матеріал у вигляді порошкової суміші на поверхню деталі із збереженням вихідної структури деталі. В результаті можна поєднувати іисоку стійкість проти спрацювання з втомленісною міцністю відновленої деталі.
Наплавлювання порошковим дротом найефективніше для відновлення деталей із значним ступенем спрацювання. Суть способу полягає а тому, що як плавкий електрод використовують порошковий дріт.
При цьому захист і легування наплавленого металу забезпечу-Ються за рахунок шихти, запресованої в осердя дроту. Для додаткового захисту іноді застосовують флюс або вуглекислий газ. Наплав-ИЮвати можна і без захисту — самозахисним порошковим дротом, м якому основною складовою шихти є рутил-органічні, карбонатно-
'I' ритні і флюоритні концентрати, що являють собою шлакотвірну
Частину шихти. Самозахисним дротом типу ПАНЧ-11 ремонтують чавунні блоки циліндрів, виготовлені з сірого чавуну.
Наплавлювання виконують на автоматах та напівавтоматах типу Л Б80М, Л-384МКта ін.За джерела струму правлять зварювальні перетворювачі та випрямлячі, що мають жорстку зовнішню характерис-
