

Направляючі підшипники генератора
Монтаж підшипникових вузлів
Підшипникові вузли гідрогенераторів монтують після остаточної вивірки лінії вала і центрування ротора гідроагрегата. При цьому рекомендується виконувати роботи в наступному порядку.
Не встановлюючи підшипника гідротурбіни і нижнього генераторного підшипника, вкладиші верхнього генераторного підшипника упорами щільно притискають до вала; при цьому по індикаторах, установленим до вала, стежать за тим, щоб вал не збився зі свого центрального положення. У гідрогенераторів з великим числом сегментів досить пригорнути тільки три-чотири сегментів.
Після затиснення вала сегментами заводять підшипник гідротурбіни, і на зазори між його тертьовими частинами складають формуляр.
Потім монтують нижній підшипник гідрогенератора. При цьому зазори виставляються з обліком завжди наявної деякої нерівномірності зазорів по турбінному підшипнику, т. е, так, щоб осі розточень вкладишів турбінного і генераторного підшипників збігалися між собою.
Установивши і відрегулювавши по зазорах підшипник гідротурбіни і нижній генераторний підшипник, приступають до регулювання зазорів по верхньому генераторному підшипнику.
Якщо верхній генераторний підшипник має сегменти, крім уже встановлених і притиснутих до вала, то спочатку регулюють зазори знову встановлених сегментів, а раніше встановлені регулюються в останню чергу.
Прийоми регулювання зазорів між вкладишами (сегментами) і валом ,по верхньому і нижній генераторному підшипникам, для різних конструкцій вузлів підшипників в основному зводяться до наступного.
Зазори вкладишів підшипників, що мають опору у виді опорної плити і регулювальних прокладок, регулюють за рахунок цих прокладок і відповідної обробки поверхні опорних плит.
Після того як сегменти будуть остаточно відрегульовані і расконтрены, встановлюють і випробують на протечку маслоохладители, монтують термоконтроль і перевіряють опір ізоляції від підшипникових струмів. Опір ізоляції від підшипникових струмів по ТУ на монтаж гідроагрегатів повинне бути не менш 0,3 Мом.
Переконавши в надійності ізоляції від підшипникових струмів і всіх кріплень, а також у відсутності сторонніх предметів і пилу, масляну ванну здають по акті під закриття.
При закритті ванни необхідно стежити за щільністю поверхонь, що сполучаються, і пристроїв, що ущільнюють, для того, щоб після заповнення ванни олією не було протечек.
Верхні направляючі підшипники імпортних агрегатів виготовлені у виді звичайних підшипників із вкладишами з двох половин і бабітовим залив. Система змащення — циркуляційна. При обертанні агрегату олія по гвинтовій канавці на валу генератора піднімається з нижньої частини масляної ванни у верхню, змазуючи поверхню вала.
У підшипниках вітчизняних агрегатів вкладиші виконані, із шести самоустановлювальних сегментів, що притискаються до вала кульовими упорами. Ця конструкція робить роботу підшипників надійної і стійкий і дає можливість регулювати зазори у вкладишах у досить широкому діапазоні і зменшувати зазори при спрацьовуванні бабіту. Направляючі підшипники вітчизняних агрегатів конструктивно досконаліше і більш зручні при монтажі й в експлуатації. Монтується верхній підшипник у залежності від методу центрування до чи після генерального центрування агрегату.
Вкладиші верхнього підшипника на монтажній площадці очищаються і перевіряється стан бабіту. Потім вони встановлюються на місце і попередньо кріпилися планками.

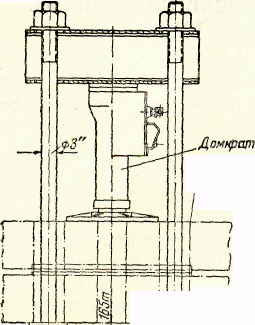
Установка Фіг. 6-34. З'єднання валів агрегату за допомогою домкратів.
Заміряться довгими щупами зазори між валом і вкладишем вгорі і внизу у восьми перетинах. У випадку недостатності зазорів вкладиші виймаються, пришабровують відповідно до вимірів, установлюються на місце і знову заміряться зазори. Таких установок і шабровок може бути кілька. По закінченні шабровки вкладишів зазори заміряться остаточно і заносяться у формуляр (фіг. 6-35). і зняття вкладишів і масляної ванни підшипників виробляються за допомогою спеціальних довгих шпильок із прямокутним різьбленням (фіг. 6-36).
Фіг. 6-35. Формуляр зазорів верхнього направляючого підшипника генератора.
Проектний зазор а |
Фактические зазоры а |
|||
Верхний бьеф |
Нижний бьеф |
Правый берег |
Левый берег |
|
0,20—0,28 |
0,30 |
0,20 |
0,04 |
0,38 |

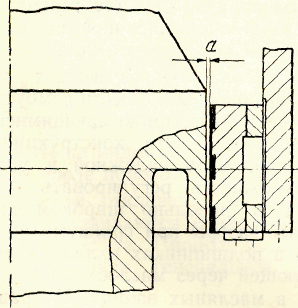
Фіг. 6-36. Установка вкладиша генераторного підшипника.
У підшипниках із сегментними вкладишами сегменти перевіряються і встановлюються по зазорі регулюючими болтами з наступним припасуванням упорів сегментів. Після закінчення установки вкладишів половини масляної ванни з'єднувалися разом, піднімаються і кріпляться до корпуса підшипника. З'єднання і кріплення ванни виробляється на прокладках і особливо міцно,для того, щоб ніякої течі олії не було. Це важливо, тому що олія може попадати на ротор і далі на обмотку статора. До установки нижнього направляючого підшипника остаточно выверялась і кріпилася нижня хрестовина. Для цього встановлювався на місце і кріпився корпус підшипника. Потім він расцентровывался по валі за допомогою пересування нижньої хрестовини на плитах, що центрують кільця з болтів хрестовини при цьому знімалися. Одночасно хрестовина встановлювалася правильно по висоті так, щоб низ вкладиша був в одній площині з низом підшипникового стовщення вала. Горизонтальність хрестовини перевірялася за рівнем. Перевірялася також висота гальмових колодок по зазорі між гальмовими плитами ротора і верхів колодок (фіг. 6-37). Потім нижня хрестовина затягувалася міцно болтами і штифтовалась на плитах.