

Оборудование для сварки труб и приварки отводов, фланцев/трубные вращатели (кнр)
Установки для вращения труб (до 1200 мм)
Трубные вращатели используются для зажима и вращения труб при сборке и автоматической сварке при изготовлении трубных деталей и узлов в цеховых и монтажных условиях. Отдельные модели трубных вращателей позволяют наклонять свариваемые изделия для обеспечения наиболее оптимального положения для сварки.
Специализированные трубные вращатели обладают следующими преимуществами:
позволяют зажимать трубы в широком диапазоне диаметров;
отдельный привод вращения обеспечивает плавную регулировку скорости вращения трубы;
быстро и точно центруют две трубы и зажимают их без каких-либо дополнительных зажимных патронов, башмаков и т. д. (роль наружного центратора выполняют сами зажимные ролики);
обеспечивают высокую точность стыковки труб одного диаметра;
используются для стыковки и вращения труб с отводами, фланцами, частями тройников или другими трубными деталями;
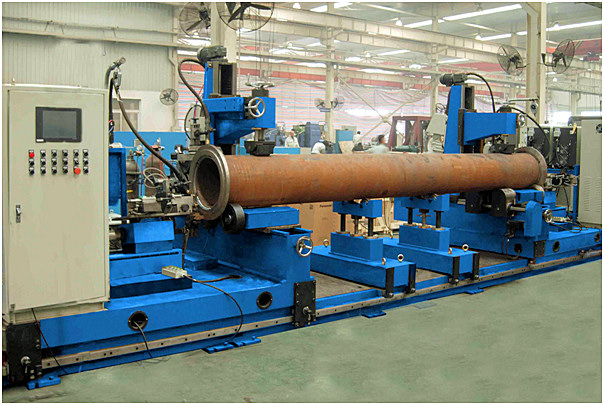
Рисунок – Стенд для сварки труб и приварки отводов, фланцев


Рисунок – Трубосварочная база
Трубосварочная база БТС-142В предназначена для сборки и двухсторонней автоматической сварки под слоем флюса стыков труб в полевых условиях на строительстве трубопроводов. Предусмотрена возможность сварки двух- и трехтрубных секций, в том числе из предварительно изолированных труб.
Бригада по сварке секций труб на БТС-142В состоит из 5-ти человек, в том числе:
- электросварщик-полуавтоматчик – 2 чел.
- помощник сварщика – 1 чел.
- оператор станка подготовки кромок труб – 2 чел.
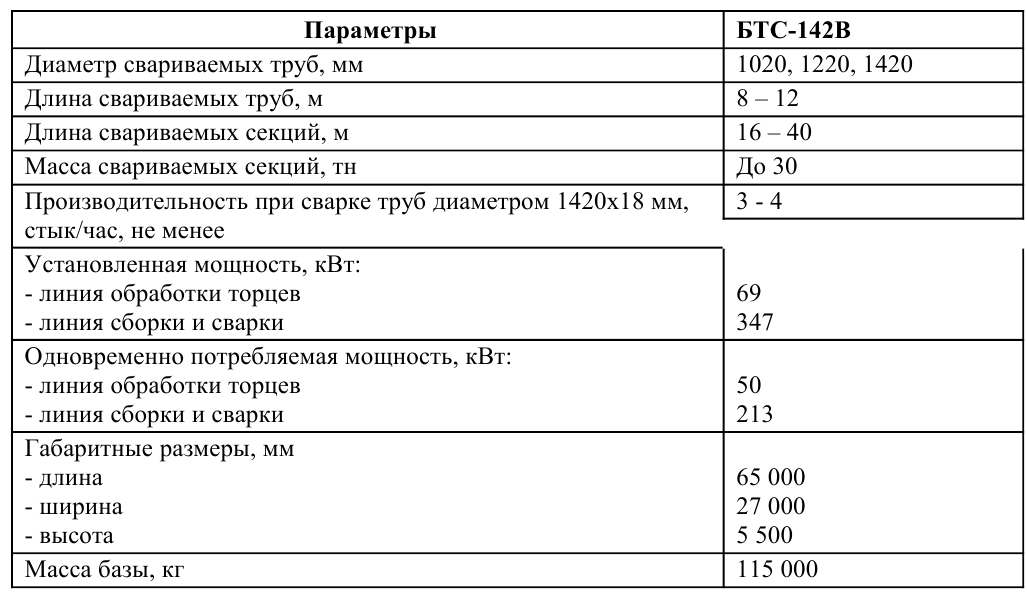
Таблица – Технические характеристики БТС-142
Заключение
1. Автоматизация процесса сборки — основное направление совершенствования сборочно-сварочного производства.
Применение позиционеров и другого сборочно-сварочного технологического оборудования дает значительный эффект в результате сокращения времени на кантовку изделия. Кроме того, создается возможность выполнения почти любого сварочного шва. Сварочные вращатели и манипуляторы сообщают изделию вращение с заданной рабочей скоростью.
2. Наибольшую трудоемкость составляют элементы сборочных операций, связанные с подачей и взаимной ориентацией, собираемых деталей. Эффективной мерой снижения трудоемкости сборочного процесса является создание узлов автоматической ориентации и подачи в зону сборки деталей.
3. Конструктивное исполнение сварочной технологической оснастки должно обеспечить сборку и сварку изделия, минуя операцию прихватки. Тем самым сокращается объем вспомогательных операций и повышается качество изготовленных изделий.
4. При создании манипуляторов в первую очередь следует учитывать возможность их переналаживания в пределах групп изделий, обладающих технологической общностью. С этой целью надо использовать принцип агрегатирования на базе типовых унифицированных узлов.
5. Сварочные манипуляторы должны обеспечивать удобство загрузки и выгрузки готовых изделий с применением средств, межоперационного транспорта.
6. Сборочно-сварочная технологическая оснастка должна быть оборудована приточно-вытяжной вентиляцией (преимущественно встроенной в оснастку).
7. Для обеспечения плавности работы подъемно-поворотных механизмов следует использовать в качестве рабочего органа гидроприводы.
8. Применение промышленных роботов для автоматизации и механизации сварочных технологических процессов исключает проектирование и изготовление специальных манипуляторов, загрузочных и транспортных устройств. Роботы для сварки (особенно дуговой) необходимо оснащать специальными датчиками и системами, позволяющими корректировать программу путем слежения по стыку, контролировать качество шва и автоматически регулировать режим сварки.
Опыт показывает, что целесообразно совмещать управление движением электрода и режимом сварки в едином программирующем устройстве. Внедрение же роботов третьего поколения., оборудованных ЭВМ с телевизионным устройством, самостоятельно решающих возникающие в процессе работы задачи, повысит коэффициент автоматизации производственного процесса.
Приложения