

Сварочные автоматы
При сварке под флюсом электрическая дуга горит между концом электродной (сварочной) проволоки и свариваемым металлом под слоем флюса (рисунок ). Под действием тепла сварочной дуги расплавляются основной металл и проволока, а также часть флюса, находящегося в зоне дуги. В области сварки образуется полость, ограниченная в верхней части оболочкой расплавленного флюса и заполненная парами металла, флюса и газами. Сварочный пузырь оттесняет образовавшийся расплав металла от дуги, что позволяет расплавлять металл свариваемых деталей на большую глубину. Расплавленный флюс, окружая газовую полость и жидкий металл, защищает дугу и сварочную ванну от вредного воздействия атмосферного воздуха, осуществляет металлургическую обработку металла и препятствует его разбрызгиванию. По мере удаления сварочной дуги расплавленный флюс, в значительной части прореагировавший с жидким металлом, затвердевает, образуя на поверхности шва легко отделяемую шлаковую корку.
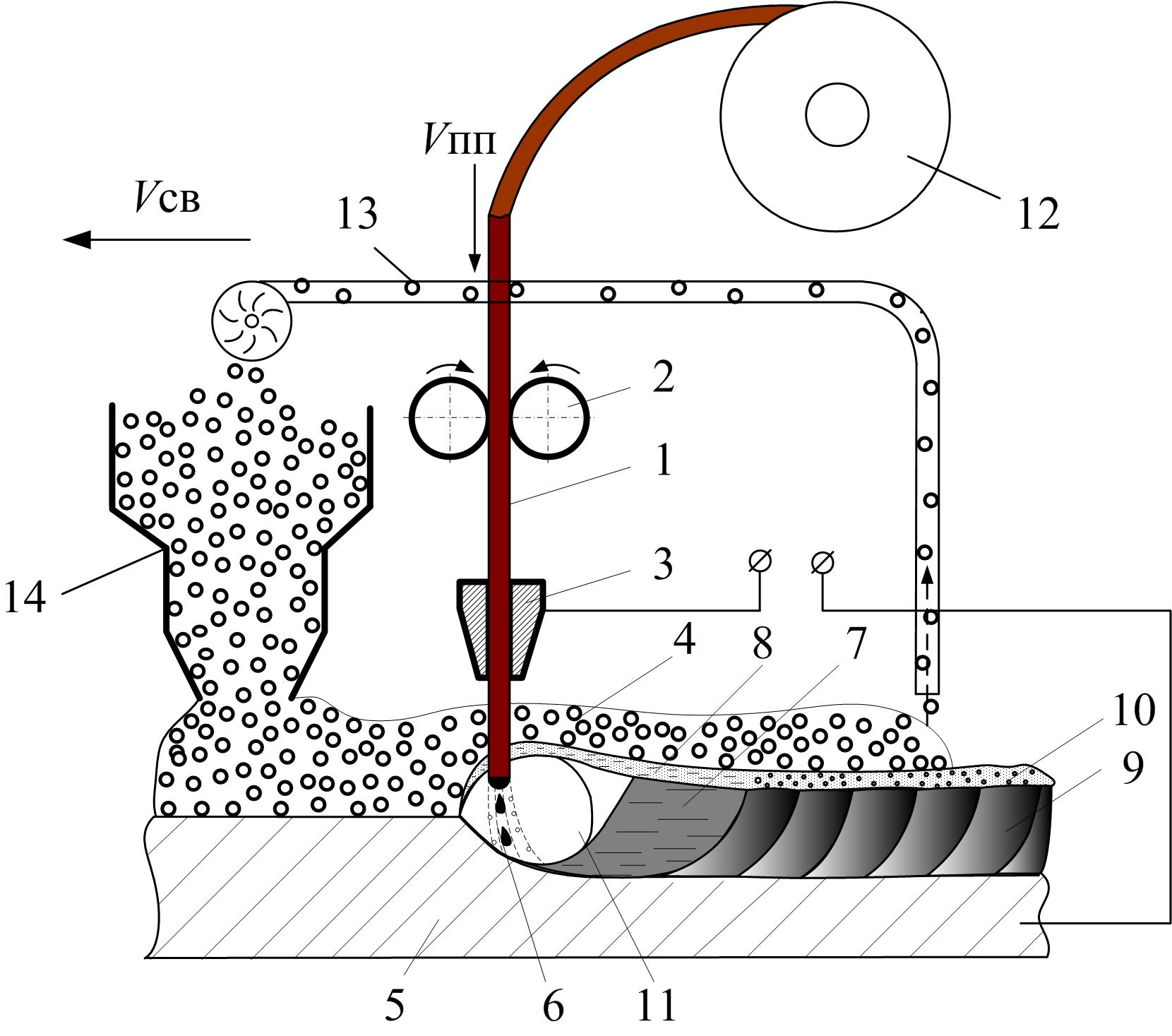
Рисунок – Автоматическая сварка под слоем флюса
Vпп – скорость подачи проволоки; Vсв – скорость сварки 1 – сварочная проволока; 2 – подающие ролики; 3 – токосъемник; 4 – гранулированный флюс; 5 – деталь; 6 – дуга; 7 – расплавленный металл; 8 – расплавленный шлак; 9 – наплавленный; 10 – шлаковая корка; 11 – сварочный пузырь; 12 – катушка с проволокой; 13 – флюсосборник; 14 – бункер с флюсом
По степени механизации процесса различают механизированную и автоматическую сварку под флюсом. В промышленном строительстве в основном используется автоматический процесс. С помощью механизма подачи электродная проволока поступает в зону дуги, которая автоматически перемещается вдоль стыка. Сварочный флюс самотеком высыпается из бункера в место сварки впереди дуги слоем толщиной 40 – 80 мм и шириной 40 – 100 мм (чем больше толщина свариваемого металла и ширина шва, тем больше толщина и ширина слой флюса). Не расплавившаяся при сварке часть флюса собирается со шва специальным пневмоотсосом в бункер и повторно используется.
По сравнению с ручной дуговой сваркой автоматическая дуговая сварка под флюсом обеспечивает: повышение производительности в 3 – 8 раз (при снижении доли электродного металла почти в 2 раза), улучшение качества сварных соединений, экономичность процесса.
Высокая производительность автоматической сварки под флюсом достигается за счет непрерывной подачи электродной проволоки в зону сварки и, главным образом, за счет использования больших абсолютных величин и плотностей сварочного тока. Использование больших сварочных токов не только увеличивает количество расплавляемого металла в единицу времени, но и резко повышает глубину проплавления основного металла, что позволяет уменьшить глубину разделки кромок под сварку и этим сократить количество металла, наплавляемого на единицу длины шва. Скорость автоматической однодуговой сварки под флюсом может достигать 80 – 100 м/ч. Высокое качество сварного соединения обеспечивается за счет надежной защиты расплавленного металла от взаимодействия с воздухом, его активной металлургической обработки и легирования жидким шлаком. Экономичность сварки определяется повышением производительности процесса, снижением расхода сварочных материалов за счет сокращения потерь металла на угар и разбрызгивание и уменьшает расход электроэнергии.
Основным видом автоматической сварки под флюсом является сварка одной дугой. Вместе с тем для расширения технологических возможностей и повышения в 1,5 – 2 раза производительности используется сварка двумя и более дугами (рисунок ). Повысить производительность почти в 2 раза и качество сварки можно путем применения порошкового присадочного металла (ППМ). В качестве ППМ используют гранулированный порошок, окатыши, рубленую проволоку с размером частиц 1 – 2 мм. Подача ППМ в зону сварки осуществляется двумя способами: предварительной (перед сваркой) засыпкой ППМ в зазор или разделку кромок (рисунок ); подачей ППМ на вылет электрода в процессе сварки со стороны хвостовой части (рисунок , б). В последнем случае порошок налипает на электрод под действием кольцевого магнитного поля. Интенсификация процесса при сварке с ППМ достигается за счет лучшего использования тепла сварочной дуги. Наряду с повышением производительности существенно снижаются расходы флюса и электроэнергии.
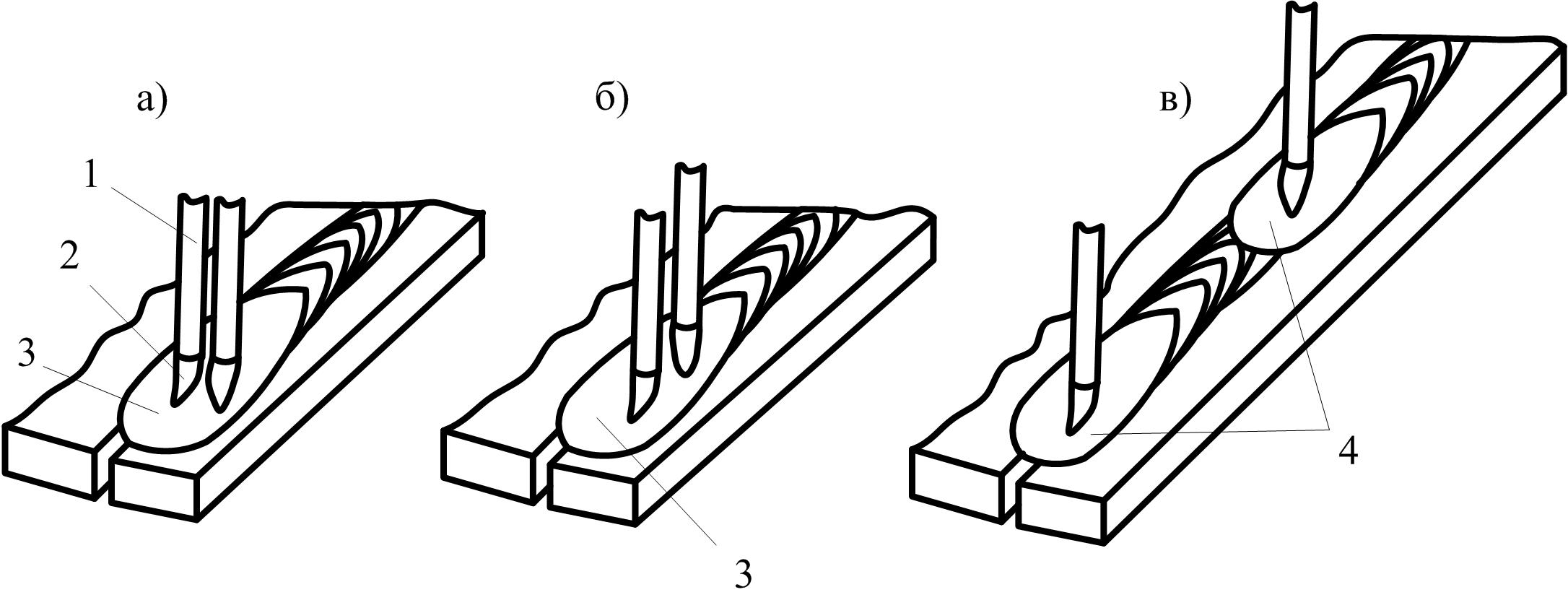
Автоматическая сварка под флюсом несколькими электродными проволоками
а – двух электродная или двухдуговая сварка в общую ванну с поперечным расположением проволок; б – то же, с продольным расположением; в – двухдуговая сварка в раздельные ванны; 1 – электродная проволока; 2 – дуга; 3 – общая сварочная ванна; 4 – раздельные сварочные ванны
В строительстве преимущественно применяют сварочные автоматы тракторного типа, перемещающиеся непосредственно по свариваемым деталям. На заводах — изготовителях металлоконструкций используют также подвесные самоходные сварочные автоматы, которыми, как правило, комплектуют сварочные стенды и поточные линии. Такие автоматы подвешиваются и перемещаются по специальным направляющим рельсам, закрепленным на стенде. Автоматы могут быть в однодуговом, двухдуговом и двухэлектродном исполнении с питанием от источников переменного или постоянною тока.

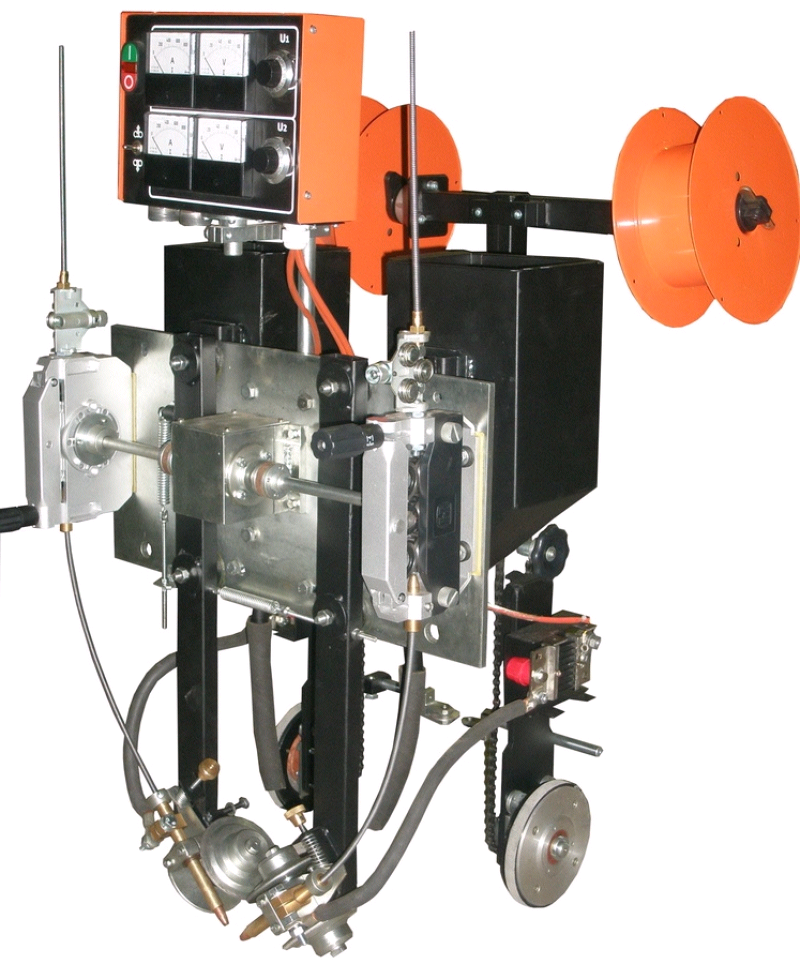
а б
Рисунок – Вид сварочного трактора АДФ-630 (а) и подвесной установки 2ТС-17С (б)
Автоматы однодуговые тракторного типа выпускаются, в основном, серии АДФ (А – автомат, Д – для дуговой сварки, Ф – под флюсом, Г – с использованием газовой защиты). Эти автоматы предназначены для сварки стыковых и угловых швов стальных конструкций. Сварка может осуществляться переменным или постоянным током до 1250 А. Схемы управления автоматов выполнены на полупроводниковых элементах и смонтированы в пульте управления на тракторе Ш1и в источнике питания. В связи с этим промежуточные щкафы управления отсутствуют, что существенно облегчает эксплуатацию автомата, особенно в условиях монтажном площадки
Таблица – Сварочные автоматы Каховского завода электросварочного оборудования (Украина)
|
|
КА 001 |
автомат осуществляет сварку вертикальным электродом, соединений в нижнем положении и наклонным электродом – угловых швов, высокая повторяемость установленных режимов сварки |
КА 002 |
автомат осуществляет сварку как внутри колеи, так и вне базы. Подача электродной проволоки, и скорость сварки обеспечиваются независимыми приводами постоянного тока с обратной связью. |
А1406 |
автомат устанавливается на наплавочные станки и может обеспечивать следующие способы сварки и наплавки: в среде защитного газа (СО2); открытой дугой порошковой проволокой и порошковой лентой; под слоем флюса сплошной проволокой; открытой дугой расщепленным электродом. |
А-535 |
автомат для однопроходной электрошлаковой сварки с двухсторонним принудительным формированием шва металлов толщиной до 500 мм. Аппарат позволяет осуществлять сварку продольных и кольцевых швов, стыковых, угловых и тавровых соединений |
АД-231 |
автомат подвесной самоходный предназначен для широкого круга наплавочных и сварочных работ в продолжительном режиме различными электродами. Может использоваться при наплавке тел вращения, а также плоских деталей и изделий сложной формы. |
Современные установки для автоматической сварки оборудованы (рисунок ) микропроцессорными блоками управления, плавной регулировкой скорости подачи электродной проволоки, сварочного тока, скорости сварки, лазерным указателем для визуального контроля положения сварочной проволоки относительно оси шва, цифровой индикацией величины сварочного тока и напряжения.
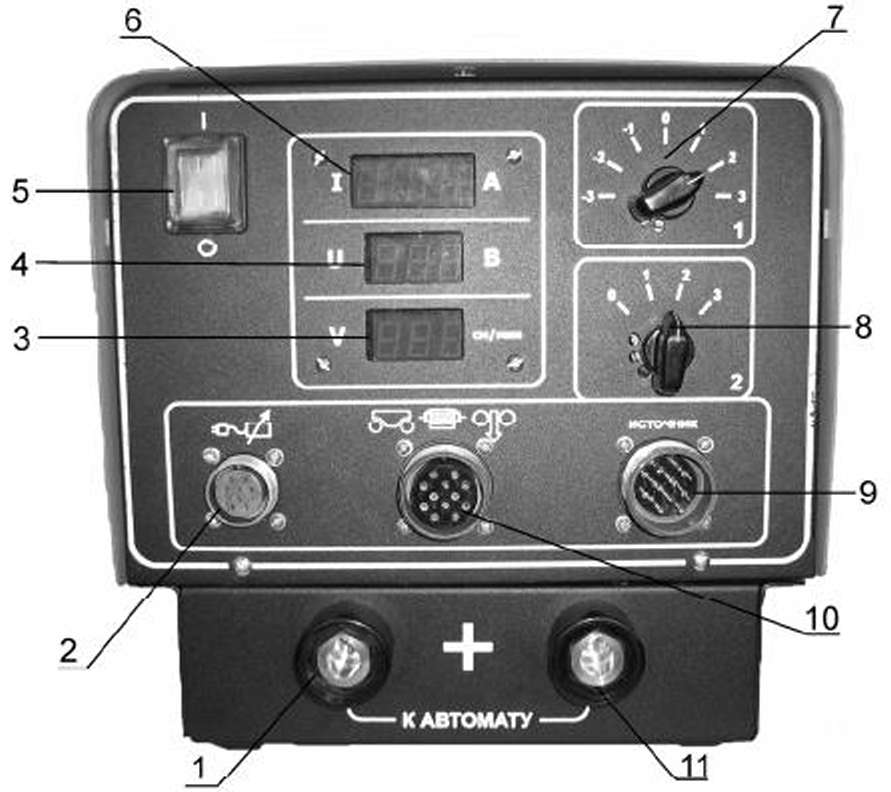
Рисунок – Общий вид блока управления сварочным автоматом АДФ-800
1, 11 – Разъемы для подключения силовых кабелей.
2 – Разъем для подключения кабеля управления к ПУ АДФ-800.
3 – Индикатор скорости сварки.
4 – Индикатор сварочного напряжения.
5 – Выключатель напряжения питания автомата.
6 – Индикатор сварочного тока.
7, 8 – Переключатель режимов сварки.
9 – Разъем для подключения кабеля управления к СИ.
10 – Разъем для подключения кабеля управления к автомату
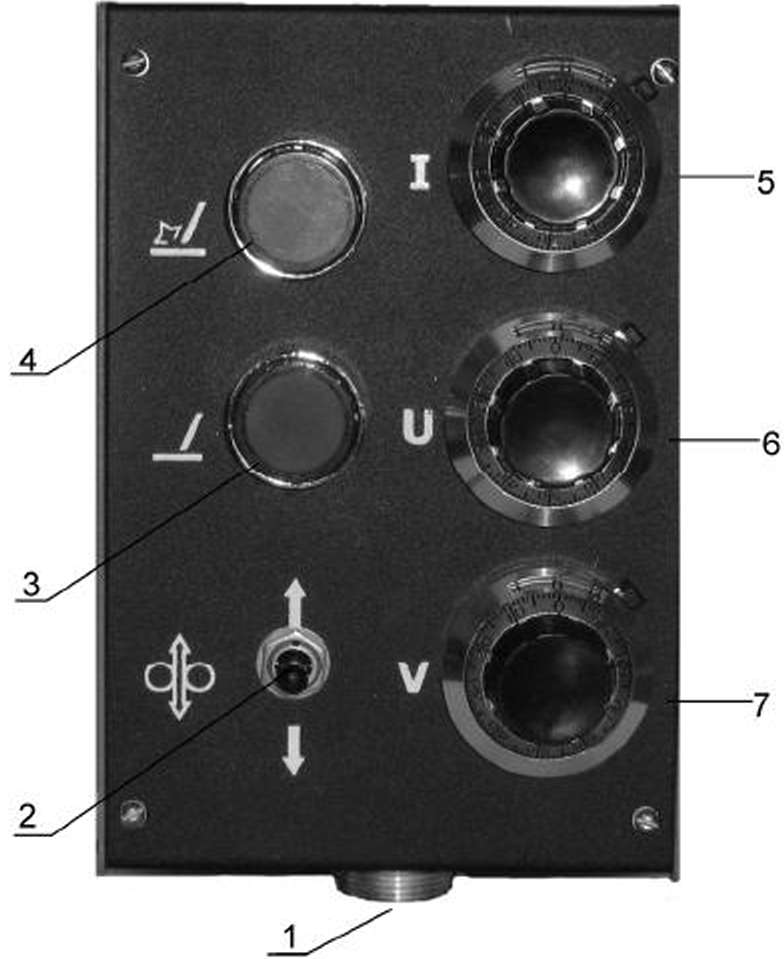
Рисунок – Общий вид пульта управления сварочным автоматом АДФ-800
1 – Разъем для подключения кабеля управления.
2 – Тумблер "Наладочное перемещение проволоки".
3 – Кнопка "СТОП".
4 – Кнопка "ПУСК"
5 – Регулятор задания скорости подачи проволоки.
6 – Регулятор задания сварочного напряжения.
7 – Регулятор задания скорости сварки.
Таблица – Сварочные автоматы фирмы Сэлма (Украина)
марка |
описание |
АДФ-630 |
Сварочный автомат предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой под слоем флюса изделий из малоуглеродистых и низколегированных сталей на постоянном токе. |
АДФ-800 |
Специальный автомат для дуговой сварки плавящимся электродом предназначен для автоматической сварки под флюсом на постоянном токе прямолинейных ребер жесткости большой протяженности высотой от 80 мм и более из сортового проката к плоским листам из малоуглеродистых и низколегированных сталей угловыми швами. |
АСУ-5 |
Автомат сварочный угловой предназначен для электродуговой сварки плавящимся электродом угловых швов под флюсом прямолинейных, криволинейных и кольцевых ребер жесткости высотой более 170 мм, при этом: минимальное расстояние между осями ребер жесткости – 450 мм; радиус кривизны ребер жесткости более 2 м; угол, определяющий взаимное положение ребер жесткости и корпусной конструкции, может меняться в пределах от 72° до 108°; ребра жесткости могут быть с поперечным сечением в виде «бульбообразного» профиля №18…№24б или таврового сечения |
АДФ-1000 «ТВИН» |
Автомат для дуговой сварки плавящимся электродом предназначен для автоматической однослойной и многослойной сварки под флюсом на постоянном токе прямолинейных стыковых и угловых швов, швов в «тавр», стыковых швов с разделкой и без разделки кромок. Сварка осуществляется сдвоенной проволокой (сварка «расщепленной» дугой). Электроды по отношению к направлению сварки могут быть расположены последовательно, перпендикулярно или под углом. АДФ-1000 представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на изделие направляющей линейке. |
АДФ-1250 |
Автомат для дуговой сварки плавящимся электродом представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение, и защита дуги происходит автоматически по определенной программе. Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а так же нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке. |
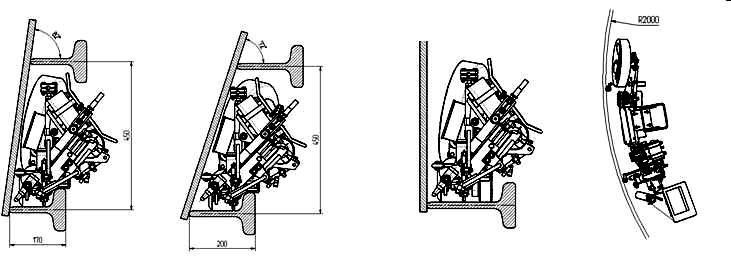
Рисунок – Примеры использования установки трактора марки АСУ-5 на свариваемых изделиях
Автоматы для сварки горизонтальных швов заметно отличаются от автоматов для сварки швов в нижнем положении. Это обусловлено спецификой самого процесса сварки на вертикальной плоскости, в том числе необходимостью удержания флюса в зоне дуги с помощью так называемых флюсоудерживающих устройств. Автоматы со свободным формированием шва конструктивно могут быть двух типов: автоматы, органически входящие в состав передвижных, предназначенных для сварки кольцевых швов навесных сварочных установок, перемещающихся по верхней кромке свариваемого изделия вместе со сварщиком оператором (рисунок ).
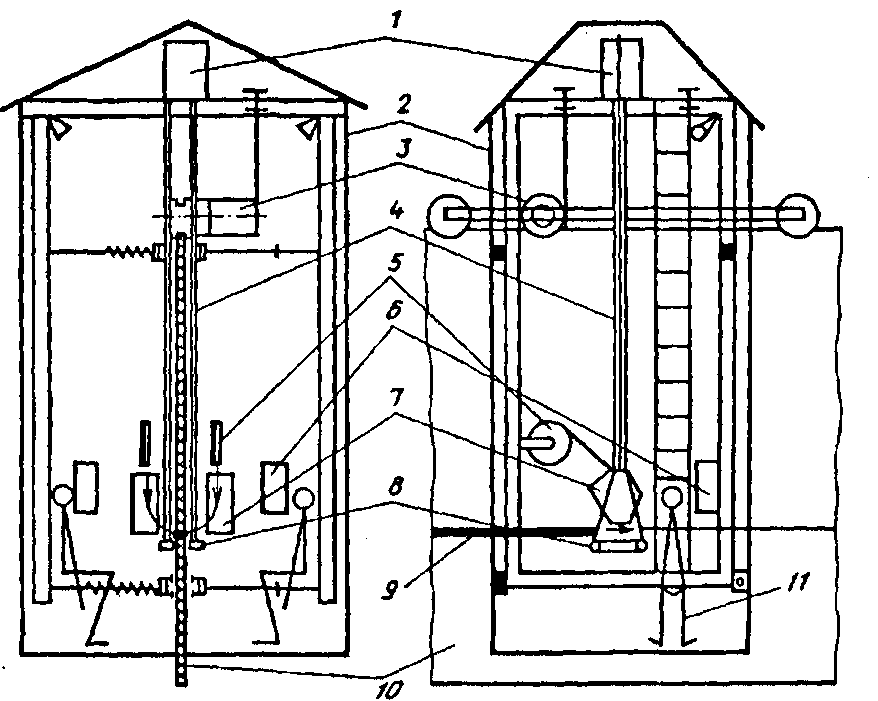
Рисунок – Установка для автоматической сварки под флюсом горизонтальных кольцевых швов
1 – флюсовый бункер; 2 – навесная самоходная кабина; 3 – механизм перемещения кабины; 4 – флюсовый трубопровод; 5 – кассета для проволоки; 6 – пульт управления; 7 – сварочная головка (часть автомата, включающая мундштук, механизм подачи проволоки, механизм настройки и корректировочных перемещений); 8 – флюсоудерживающее устройство; 9 – сварной шов; 10 – свариваемая деталь; 11 – сварщик-оператор
Узел сварочной горелки имеет полностью регулируемую горелку и регулируемый транспортёр системы подачи флюса с трубками подачи и подбора. Имеющийся направляющий щуп предназначен для позиционирования дуги относительно шва.

Рисунок – Узел сварочной горелки и конвейер для флюса
Неиспользованный флюс собирается с ленточного конвейера и подаётся на устройство просеивания, оборудованное магнитами для задержания попавших на конвейер сварочных брызг и металлических частиц. Далее годный к повторному использованию флюс поступает вновь в бункер для флюса.
Для сварки горизонтальных кольцевых швов Инструкции ВНИПИ Промстальконструкция изготовила автомат «Горизонталь» (рисунок ). Технические характеристики: номинальный сварочный ток 500 А, диаметр электродной проволоки 2 мм, скорость подачи проволоки 100 – 600 м/ч, скорость сварки 10 – 60 м/ч, источник сварочного тока — выпрямитель ВДУ-506. Автомат пригоден для сварки прямолинейных и криволинейных соединений с миниальным радиусом кривизны 0,7 м. Им можно сваривать короткие и протяженные швы листовых и сплошностенчатых конструкций при различных схемах монтажа.
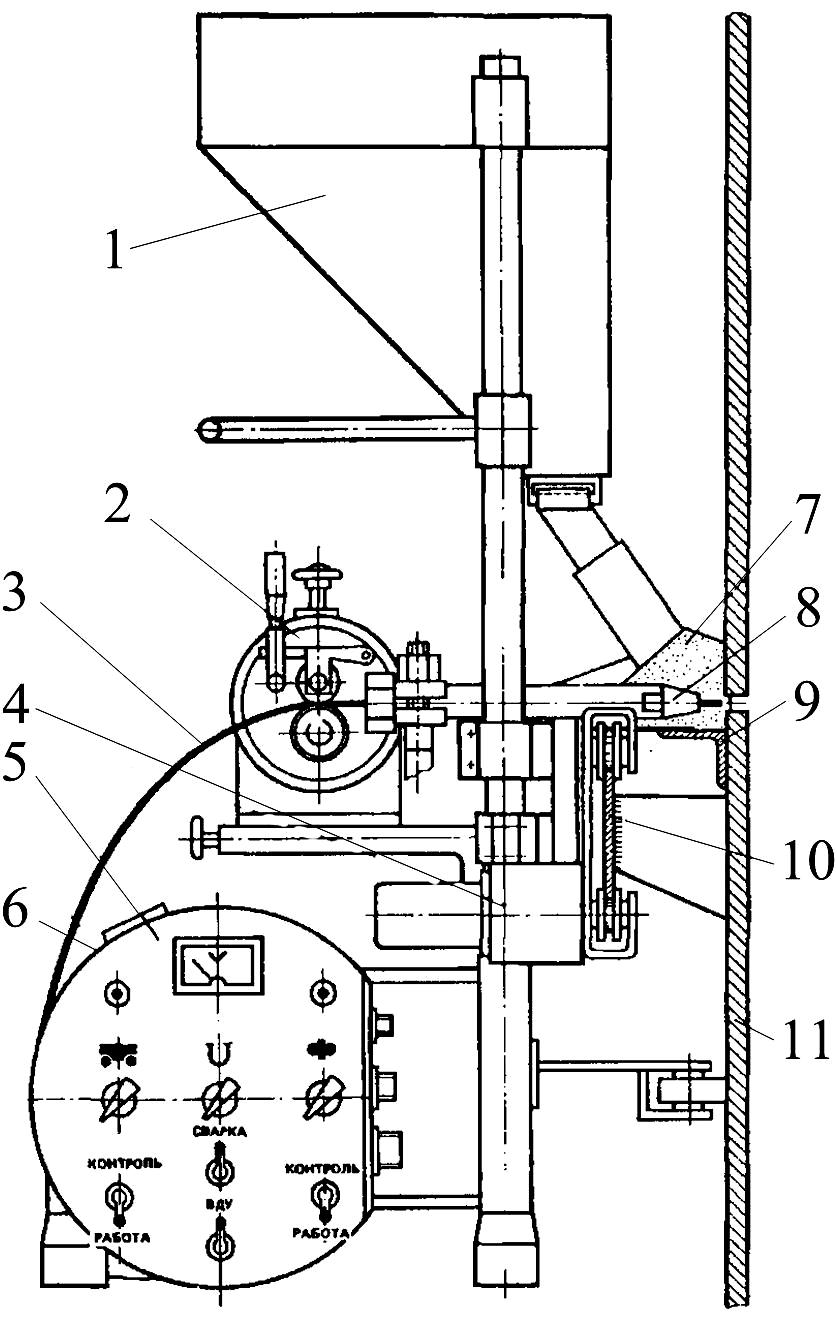
Рисунок – Автомат типа "Горизонталь" для сварки под флюсом горизонтальных соединений
1 – флюсовый бункер; 2 – механизм подачи проволоки; 3 – сварочная проволока; 4 – механизм перемещения; 5 – пульт управления; 6 – кассета с проволокой; 7 – флюс; 8 – мундштук; 9 – флюсоудерживающее устройство; 10 – направляющий рельс; 11 – свариваемые листы