

1.3. Основные понятия переменного тока
Переменным называют ток, изменение которого по значению и направлению повторяется через равные промежутки времени.
Для количественной характеристики переменного тока служат следующие параметры.
1. Мгновенные значения тока, напряжения и, ЭДС е — их значения в любой момент времени: i=Im sin ωt; u=Um sin ωt; e=Em sin ωt.
2. Амплитудные значения тока Im, напряжения Um, ЭДС Ет —максимальные значения мгновенных величин I, и и е (рисунок 1.6).
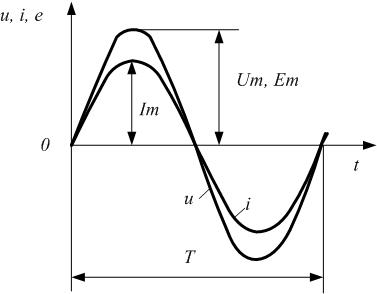
Рисунок 1.6 – Параметры переменного однофазного тока
3. Период Т — промежуток времени, в течение которого ток совершает полное колебание и принимает прежнее по величине и знаку мгновенное значение. Период выражают в секундах (с), миллисекундах (мс) и микросекундах (мкс).
4. Угловая скорость ω характеризует скорость вращения катушки генератора в магнитном поле. На практике для получения нужной частоты при относительно малой угловой скорости генераторы имеют несколько пар полюсов р.
![]() (1.15)
(1.15)
5. Циклическая частота f — величина, обратная периоду T, т.е.
![]() (1.16)
(1.16)
и характеризующая число полных колебаний тока за 1 с.
Единицей циклической частоты является герц (Гц): [f]=1/с=1 Гц.
Фаза — отдельная электрическая цепь, входящая в состав трехфазной электрической цепи, в которой может существовать один из токов трехфазной системы. Фазами называют и отдельные элементы этой цепи, например, фазные обмотки трехфазного источника и др.
Фазное напряжение UФ — напряжение между началом и концом фазы источника или приемника. Фазный ток IФ — ток в фазе трехфазной цепи.
Трехфазная электрическая цепь — это совокупность трех однофазных электрических цепей, в которых действуют ЭДС одинаковой частоты, сдвинутые друг относительно друга по фазе и создаваемые общим источником электрической анергии. Три синусоидальные ЭДС одинаковой частоты и амплитуды, сдвинутые по фазе на 120°, образуют трехфазную симметричную систему (рисунок 1.7). Аналогично получаются трехфазные системы напряжений и токов.
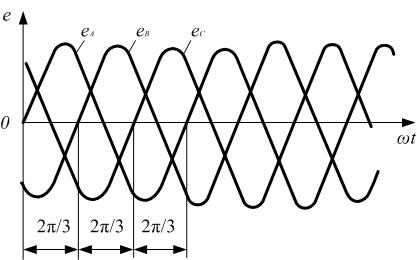
Рисунок 1.7 – Схематическое изображение трехфазного тока
Трехфазный потребитель может быть присоединен к трехфазной питающей сети и образовать трехфазную цепь. В трехфазной цепи протекает трехфазная система токов, т.е. синусоидальные токи с тремя различными фазами. Участок цепи, по которому протекает один из токов, называют фазой трехфазной цепи.
Возможны различные способы соединения обмоток потребителя с питающей сетью. В целях экономии обмотки трехфазного потребителя соединяют звездой или треугольником. При этом число соединительных проводов от генератора к нагрузке уменьшается до трех или четырех.
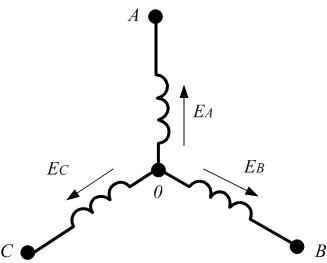
На электрических схемах трехфазный генератор принято изображать в виде трех обмоток, расположенных под углом 120° друг к другу. При соединении звездой (рисунок 1.8, а) концы этих обмоток объединяют в одну точку, которую называют нулевой точкой генератора и обозначают 0. Начала обмоток обозначают буквами А, В, С.
|
|
а |
б |
а – звезда; б – треугольник Рисунок 1.8 – Схематическое изображение подключения к трехфазной сети |
|
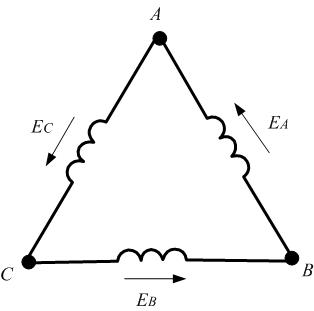
При соединении треугольником (рисунок 1.8, б) конец первой обмотки генератора соединяют с началом второй, конец второй — с началом третьей, конец третьей — с началом первой. К точкам А, В, С подсоединяют провода соединительной линии.
Отметим, что при отсутствии нагрузки ток в обмотках такого соединения отсутствует, так как геометрическая сумма ЭДС ЕА, EВ и EС равна нулю.