

4. Датчики. Использование датчиков в сварочном производстве
4.1 Датчики. Принцип работы датчиков
Понятием «датчик» в общем случае обозначают дешевый, но падежный приемник и преобразователь измеряемой величины, обладающий умеренной точности и пригодный для серийного изготовления. Сочетание датчик — ЭВМ — исполнительное устройство представляет собой информационную систему. Для упрощения сопряжения датчика с микро-ЭВМ была бы предпочтительна выдача датчиком цифровой информации. Но, к сожалению, в природе и технике информация существует в основном в виде аналоговых величин, которые для обработки сигнала в ЭВМ должны быть трансформированы в цифровые с помощью аналого-цифрового преобразователя (АЦП).
Высокий спрос на промышленные датчики обусловлен прежде всего тем, что автоматизация приобретает все больший масштаб в производственных процессах.
К стандартным применениям в области промышленной техники измерений относятся:
расход, количество,
давление, разность давлений,
температура,
уровень,
химический состав.
Кроме этих стандартных датчиков все возрастающим спросом пользуются датчики новых типов, к которым относятся, например:
датчики положения и перемещения,
датчики изображения на ПЗС, обработка изображения,
оптические датчики, волоконно-оптические датчики,
биодатчики (биотехнология),
многокоординатные датчики (анализ шумов, распознавание образов)
4.1.1 Датчики температуры
Важнейшей разновидностью датчиков являются датчики температуры, поскольку многие процессы, в том числе и в повседневной жизни, регулируются температурой, например:
регулирование отопления на основании измерения температуры теплоносителя на входе и выходе, а также температуры в помещении и наружной температуры;
регулирование температуры воды в стиральной машине;
регулирование температуры электроутюга, электроплитки, духовки и т. п.
Кроме того, путем измерения температуры можно косвенно определять и другие параметры, например поток, уровень и т.п.
При использовании такого рода датчиков температура измеряется, как правило, на основании зависимости электрическою сопротивления от температуры. В зависимости от того, возрастает или понижается электросопротивление датчика при повышении температуры, различают полупроводниковые датчики соответственно с положительным или отрицательным температурным коэффициентом сопротивления (ТКС). Металлические датчики температуры из никеля или платины всегда обладают положительным ТКС. В случае датчиков на основе термопар возникает ЭДС, пропорциональная температуре.
Для точного измерения температуры в диапазоне от - 200 до 850 °C чаще всего применяются датчики температуры из никеля или платины.
Для измерения температуры датчик нужно подключить к измерительной схеме, на выходе которой формируется напряжение, пропорциональное температуре. Простейшей разновидностью такой схемы является измерительный мост (или мост Уитстона) (рисунок 4.1).
Если сопротивление сравнения Rv установить таким образом, что измерительный прибор G будет показывать отсутствие тока, то оказывается справедливым равенство Rv=R1h поскольку верхние параллельные сопротивления равны между собой. Преимущество такою способа измерения заключается в независимости результатов от напряжения питания. Для технических измерений, когда нужно иметь непосредственные показания температуры, сопротивление Rv можно принять постоянным, а показания измерительного прибора прокалибровать. При этом нужно использовать высокоомный вольтметр, так как между точками 1 и 2 не должен протекать ток.
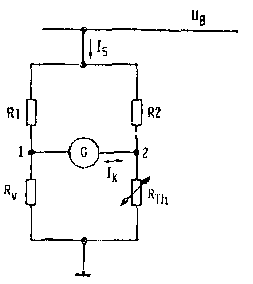
Рисунок 4.1 – Простая измерительная схема (мост Уитстона) для терморезисторов (например, Pt 100)
В последнее время получили распространение также интегральные схемы для измерения с помощью термопар без опорной точки при 0°С. Они содержат внутренний компенсатор точки таяния льда, поэтому достаточно одной термопары. На рисунке 4.2 показан такой типовой блок для термопары константа и железо. Преобразователь сигнала термопары линеаризует термо-ЭДС датчика с коэффициентом 10 мВ/°С в интервале измерений 0...300°С. Если собственная температура блока изменится, то влияние этого изменения можно компенсировать только с помощью соответствующего поправочного коэффициента.
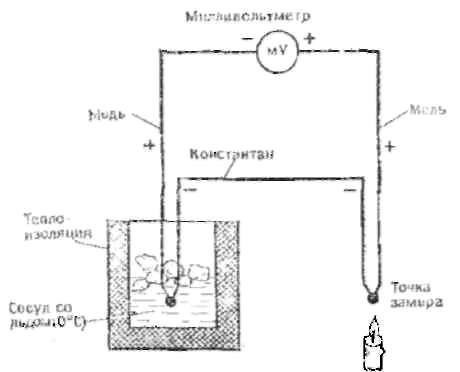
Рисунок 4.2 – Измерение температуры термопарой с использованием в качестве опорной точки температуры таяния льда (00С)