

Свойства тиристора в закрытом состоянии
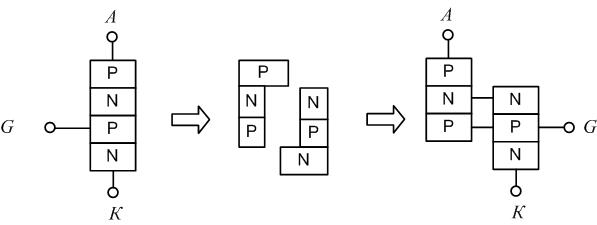
В соответствии со структурой тиристора можно выделить три электронно-дырочных перехода и заменить тиристор эквивалентной схемой, как показано на рисунок 2.16.
Эта эквивалентная схема позволяет понять поведение тиристора с отключенным управляющим электродом.
Если анод положителен по отношению к катоду, то диод D2 закрыт, что приводит к закрытию тиристора, смещенного в этом случае в прямом направлении. При другой полярности диоды D1 и D2 смещены в обратном направлении, и тиристор также закрыт.
![]()
Рисунок. 2.16 – Представление тиристора тремя диодами
Принцип отпирания с помощью управляющего электрода
Эквивалентное представление структуры р-n-p-n в виде двух транзисторов показано на рисунок 2.17.
 .
.
Рисунок 2.17 – Разбиение тиристора на два транзистора
Представление тиристора в виде двух транзисторов разного типа проводимости приводит к эквивалентной схеме, представленной на рисунок 2.18. Она наглядно объясняет явление отпирания тиристора.
Зададим ток IGT через управляющий электрод тиристора, смещенного в прямом направлении (напряжение VAK положительное), как показано на рисунок 2.18.
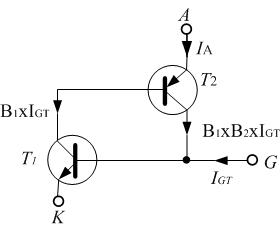
Рисунок 2.18 – Представление тиристора в виде двухтранзисторной схемы
Так как ток IGT становится базовым током транзистора n-p-n, то ток коллектора этого транзистора равен B1xIGT, где B1 - коэффициент усиления по току транзистора Т1.
Этот ток одновременно является базовым током транзистора р-n-р, что приводит к его отпиранию. Ток коллектора транзистора Т2 составляет величину B1xB2xIGT и суммируется с током IGT, что поддерживает транзистор Т1 в открытом состоянии. Поэтому, если управляющий ток IGT достаточно велик, оба транзистора переходят в режим насыщения.
Цепь внутренней обратной связи сохраняет проводимость тиристора даже в случае исчезновения первоначального тока управляющего электрода IGT, при этом ток анода (1А) остается достаточно высоким.
Типовая схема запуска тиристора приведена на рисунок 2.19.
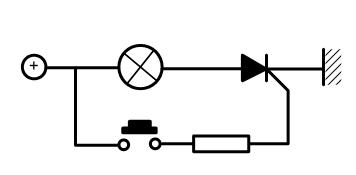
Рисунок 2.19 – Типичная схема запуска тиристора
Отключение тиристора
Тиристор перейдет в закрытое состояние, если к управляющему электроду открытого тиристора не приложен никакой сигнал, а его рабочий ток спадет до некоторого значения, называемого током удержания (гипостатическим током).
Отключение тиристора произойдет, в частности, если была разомкнута цепь нагрузки (рисунок 2.20, а) или напряжение, приложенное к внешней цепи, поменяло полярность (это случается в конце каждого полупериода переменного напряжения питания).
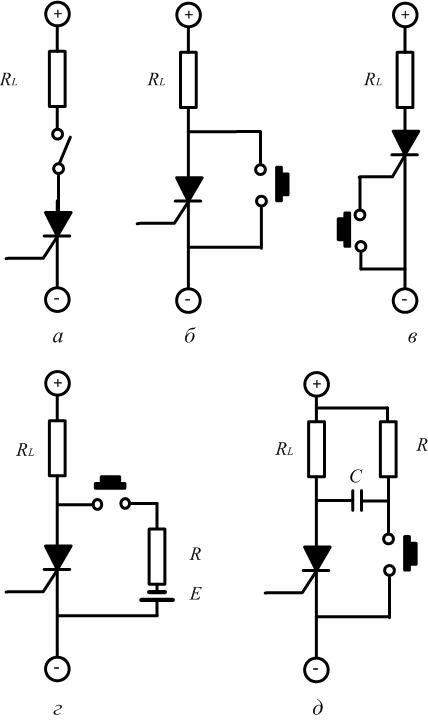
Рисунок 2.20 – Способы отключения тиристора
Когда тиристор работает при постоянном токе, отключение может быть произведено с помощью механического выключателя. Включенный последовательно с нагрузкой этот ключ используется для отключения рабочей цепи.
Включенный параллельно основным электродам тиристора (рисунок. 2.20, б) ключ шунтирует анодный ток, и тиристор при этом переходит в закрытое состояние. Некоторые тиристоры повторно включаются после размыкания ключа. Это объясняется тем, что при размыкании ключа заряжается паразитная емкость р-n перехода тиристора, вызывая помехи.
Для отпирания тиристора необходимо выполнить два условия (рисунок 2.21). Во-первых, его следует включить в прямом направлении, т.е. потенциал его анода А должен быть выше потенциала катода К. Во-вторых, на его управляющий электрод УЭ необходимо подать положительный относительно катода импульс напряжения. Поэтому в положительном полупериоде тиристор отопрется с задержкой на электрический угол а, соответствующий подаче импульса управления. Следовательно, среднее значение выпрямленного тока Iпр, пропорциональное заштрихованной площади, для тиристора меньше, чем для диода, и к тому же снижается при увеличении задержки включения:
![]()
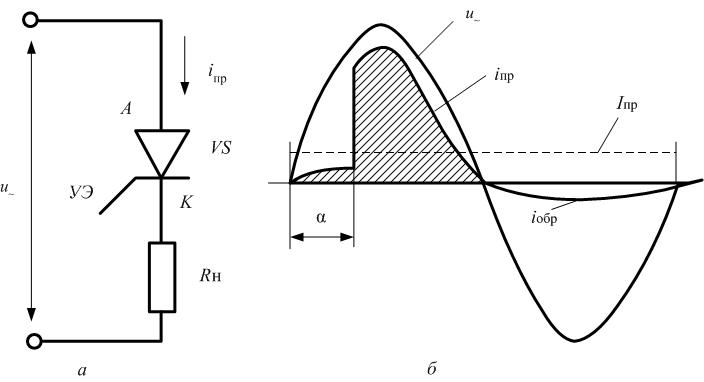
Рисунок 2.21 – Тиристор в цепи переменного тока
Запирание обычного тиристора снятием импульса управления невозможно, он выключается только в конце полупериода при снижении переменного напряжения до нуля. Поэтому тиристор называют неполностью управляемым вентилем. В течение отрицательного полупериода тиристор заперт. Таким образом, тиристор можно использовать не только для выпрямления, но и для регулирования тока.
В сварочных выпрямителях нашли применение вентили штыревого и таблеточного исполнения. У штыревого диода и тиристора (рисунок 2.22, а) один вывод (анод или катод) выполнен в виде медного основания 1 с резьбой для присоединения к охладителю. Другой силовой вывод имеет форму гибкого медного провода 7 с наконечником. К основанию припаян вентильный элемент 2, представляющий собой пластинку монокристалла кремния, спаянную с двумя вольфрамовыми термокомпенсирующими пластинами. С помощью металлокерамической крышки 5 и фторопластовой прокладки 3 вентильный элемент герметизируется. Внутренний силовой вывод 4 припаивается к вентильному элементу и центральному стержню 6 крышки, а уже в этот стержень запрессовывается гибкий вывод.
Конструкция тиристора в штыревом исполнении отличается от диода только наличием управляющего электрода 8. Вентили таблеточного исполнения (рисунок 2.22, б) существенно компактней и легче, две плоские поверхности таблетки представляют собой анодный и катодный выводы и предназначены для присоединения к двустороннему охладителю.
Охладители представляют собой ребристую алюминиевую деталь, интенсивно отдающую тепло воздуху. Искусственное воздушное охлаждение с помощью вентилятора при скорости воздушного потока не менее 6 м/с позволяет увеличить токовую нагрузку на вентиль в 3 раза. Водяные охладители имеют отверстия для прохода проточной воды, с их помощью токовую нагрузку удается увеличить в 5 раз.
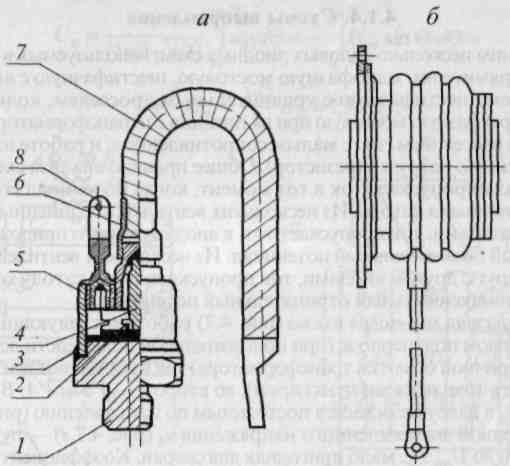
Рисунок 2.22 – Устройство тиристора штыревого (а) и таблеточного (б) исполнения
В последнее время, кроме отдельных вентилей, поставляются и готовые полупроводниковые блоки, собранные из надежных вентилей малой мощности массового производства.
Принцип фазового управления рассмотрим на примере шестифазной схемы выпрямления с уравнительным дросселем (рисунок 2.23). Проанализируем сначала простейший случай работы на линейное активное сопротивление при малом сопротивлении фазы трансформатора (Х=0). В начальный момент Θ0 ток пропускают вентили V5 и V6 (показано на рисунок 2.23, а тонкой линией). Это объясняется тем, что анод V5 соединен с обмоткой С1, имеющей сейчас наибольший положительный потенциал из обмоток первой группы А1, В1, С1 (рисунок 2.23, б), а анод V6 соединен с обмоткой В2, у которой наибольший положительный потенциал из обмоток второй группы А2, В2, С2 (рисунок 2.23, в). Остальные вентили ток не пропускают. Как было показано на рисунок 2.13, в диодном выпрямителе коммутация тока с вентиля V5 на V1 произошла бы в момент Θ1=30°, когда напряжение обмотки А1 становится выше, чем у обмотки С1 (иа1>ис1). Но для тиристорного выпрямителя в этот момент выполняется только первое условие отпирания вентиля V1 — потенциал его анода стал наибольшим в первой группе обмоток. Отпирание же вентиля V1 произойдет позже — лишь при выполнении второго условия, т.е. в момент подачи сигнала на управляющий электрод тиристора. А до этих пор в первой группе будет работать обмотка С1 и соединенный с ней вентиль V5, хотя потенциал его анода ниже, чем у вентиля V1.
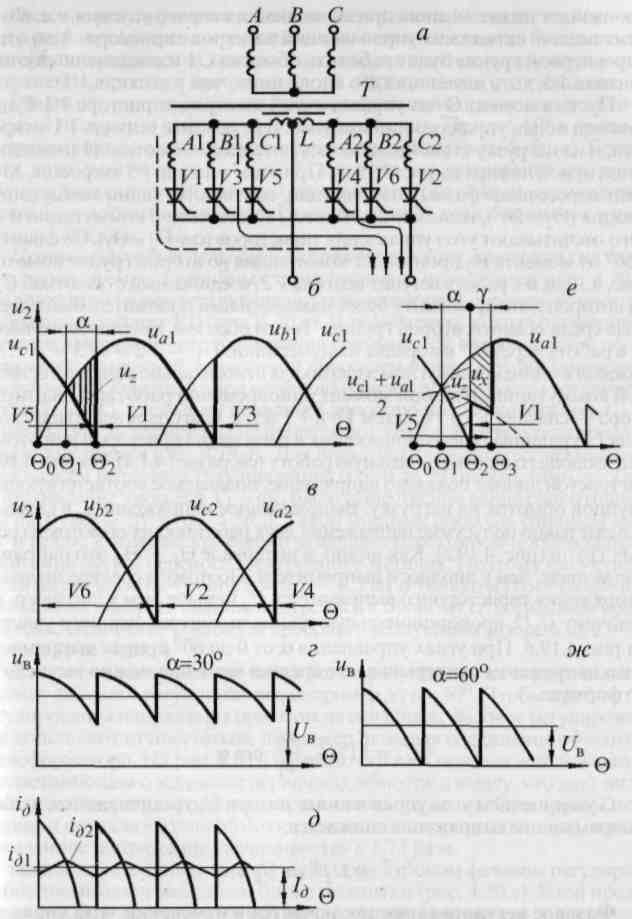
Рисунок 2.23 – Упрощенная принципиальная схема (а) и осциллограммы тиристорного выпрямителя при использовании трансформатора с нормальным (б, в, г, д, ж) и увеличенным (е) рассеянием
Пусть в момент Θ2 на управляющий электрод тиристора V1 будет наконец подан управляющий импульс. В результате вентиль V1 откроется, и на нагрузку станет подаваться потенциал обмотки А1 (показано пунктирной линией на рисунок 2.23, а). При этом вентиль V5 закроется. Момент пересечения фазных напряжений, соответствующий коммутации диодов (Θ1=30°), называют моментом естественной коммутации и от него отсчитывают угол управления тиристоров (α=Θ2-Θ1). Со сдвигом в 60° от момента Θ2 произойдет коммутация во второй группе обмоток (рисунок. 2.23, в), и в работу вступит вентиль V2, соединенный с обмоткой С2, на которой к этому моменту будет максимальный положительный потенциал среди обмоток второй группы. Таким образом, вентили включаются в работу через 60° в порядке их нумерации: V1 — V2 — V3 — и т. д., каждый с одинаковым углом задержки α относительно точки естественной коммутации. В любой момент одновременно работают два тиристора — сначала V5 и V6, затем V6 и V1 и т.д. благодаря действию дросселя L, уравнивающего напряжения в цепи двух тиристоров и поэтому вовлекающего их в параллельную работу. На рисунок 2.23, б и в толстой линией показано напряжение, подаваемое соответствующей группой обмоток на нагрузку. Выпрямленное напряжение uB в каждый момент равно полусумме напряжений двух работающих обмоток из разных групп (рисунок 2.23, г). Как видно, в интервале Θ1-Θ2 это напряжение меньше, чем у диодного выпрямителя. Поэтому и среднее значение напряжения тиристорного выпрямителя UB меньше, чем у диодного, на величину Uz/2, пропорциональную площади заштрихованного участка на рисунок 2.23, б. При углах управления α от 0 до 60° кривая выпрямленного напряжения непрерывна
![]()
Фазовое регулирование заключается в изменении угла управления тиристоров, приводящем к изменению части напряжения трансформатора, подаваемого тиристорным выпрямительным блоком на нагрузку.
Фазовое регулирование обладает всеми достоинствами электрического регулирования: компактность и высокая надежность бесконтактных органов управления, плавность и высокая кратность регулирования напряжения, простота дистанционного и программного управления.
Главный недостаток фазового регулирования заключается в значительной пульсации выпрямленного напряжения. При α>60° в кривой выпрямленного напряжения появляются разрывы (рисунок 2.23, ж). Более того, даже в интервале 0<α<60°, несмотря на непрерывность кривой ив, кривая сварочного тока L прерывиста (рисунок 2.23, д), если напряжение дуги достаточно велико. Разрывы кривой тока возникают в интервалы, когда ив<Ud.
Для снижения пульсации напряжения и тока устанавливают сглаживающий дроссель L, иногда с обратным диодом VD. В те моменты, когда мгновенное значение выпрямленного напряжения уменьшается, сварочный ток поддерживается энергией, запасенной дросселем в предыдущий промежуток времени. Обратный диод особенно полезен при глубоком регулировании (α>60°), поскольку позволяет дросселю поддерживать ток в моменты, когда тиристоры не пропускают ток.