

Параллельный вид.
При параллельном виде движения детали из обрабатываемой партии передаются поштучно или транспортными (передаточными) партиями. При этом виде движения каждая деталь поступает в обработку на последующую операцию независимо от сроков окончания обработки других деталей из партии, то есть нет пролеживания деталей в ожидании партионности. Это ведет к сокращению длительности производственного цикла и уменьшению незавершенного производства. Параллельный вид движения обеспечивает минимальную длительность производственного цикла. В этом его преимущество. Существенный недостаток этого движения заключается в том, что из-за неравенства продолжительностей выполнения операций, возникают перерывы в работе оборудования и рабочих.
При параллельном виде движения длительность цикла вычисляется по формуле:
![]() ,
,
Где
![]() - технологическое время на учетную
единицу продукции на главной операции.
- технологическое время на учетную
единицу продукции на главной операции.
Главной называется операция, имеющая наибольшую продолжительность обработки. Величина определяет периодичность обработки изделий из партии на всех операциях производственного цикла.
График параллельного вида движения при поштучной передача изделий представлен на рисунке 2б:

Рисунок 2б.
Для данных, приведенных в примере 1, главной является четвертая операция. Длительность производственного цикла составит:
![]() =(4+2+3+5+2+3)+5*(4-1)=34
мин.
=(4+2+3+5+2+3)+5*(4-1)=34
мин.
Из графика видно, что на всех операциях, кроме главной, наблюдаются перерывы загрузки рабочих мест. Причем, величина этих перерывов тем больше, чем больше разница между продолжительностью обработки на главной и остальных операциях.
Параллельно-последовательный вид.
Параллельно-последовательный вид движения предусматривает частичное совмещение времени выполнения смежных операций и отсутствия перерывов загрузки рабочих мест при изготовлении партии изделий. При этом обеспечивается окончание работ на каждой операции в наиболее ранний возможный срок. При параллельно-последовательном виде движения возможна передача изделий с операции на операцию производственного процесса поштучно или небольшими партиями. Для того чтобы обеспечит отсутствие перерывов в работе оборудования, при переходе изделий с более трудоемкой операции на менее трудоемкую создаются заделы.
Длительность цикла при
параллельно-последовательном виде
движения больше, чем при параллельном,
но меньше, чем при последовательном.
Длительность цикла при смешанном виде
движения (![]() )
вычисляется по формуле:
)
вычисляется по формуле:
![]() ,
,
где
![]()

![]() до главной операции.
до главной операции.
![]() после главной операции.
после главной операции.
![]()
Условием существования
? является наличие до главной операции
пар, в которых продолжительность
обработки предыдущей операции (
)
больше последующей (![]() ).
А условием существования ? является
после главной операции пар, в которых
время обработки на последующей операции
(
)
больше предыдущего (
).
Для рассматриваемого примера 1 график
движения предметов труда представлен
на рисунке 1в, а длительность цикла при
смешанном виде движения принимает
следующее значение:
).
А условием существования ? является
после главной операции пар, в которых
время обработки на последующей операции
(
)
больше предыдущего (
).
Для рассматриваемого примера 1 график
движения предметов труда представлен
на рисунке 1в, а длительность цикла при
смешанном виде движения принимает
следующее значение:
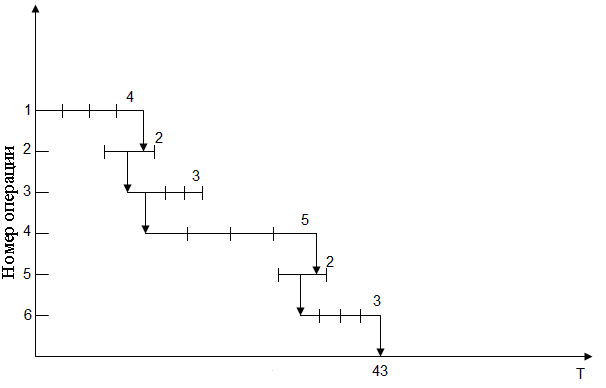
Рисунок 1в.
=34+(4-2)*(4-2)+(3-2)*(4-1)=43 мин.
Анализируя формулу расчета длительности
цикла при смешанном виде движения,
нетрудно заметить, что при монотонном
возрастании продолжительностей обработки
деталей с первой операции до главной и
монотонном убывании продолжительностей
обработки с главной до последней операции
длительность производственного цикла
при параллельно-последовательном виде
движения, сохраняя при этом свое главное
преимущество – отсутствие простоев
оборудования и рабочих. При
параллельно-последовательном виде
движения время начала (![]() )
и окончания (
)
и окончания (![]() )
i-й операции определяется
по одному из следующих вариантов:
)
i-й операции определяется
по одному из следующих вариантов:
Если штучное время на i-й операции больше, чем на предыдущей (i-1), то обработку первого изделия из партии на i-й операции можно начать сразу после окончания его обработки на предыдущей (i-1)-й операции, то есть
 =
+
=
+ .
Так как параллельно-последовательный
вид движения предметов труда предполагает
непрерывную обработку партии из n
изделий на операциях, то время окончания
на i-й операции может быть
вычислено по формуле:
=
+
*n
.
Так как параллельно-последовательный
вид движения предметов труда предполагает
непрерывную обработку партии из n
изделий на операциях, то время окончания
на i-й операции может быть
вычислено по формуле:
=
+
*n
Штучное время на i-й операции больше, чем на предыдущей (i-1), то только последнее изделие из партии можно обработать сразу же после окончания его обработки на предыдущей операции, то есть появляется возможность сначала определить срок окончания i-й операции: =
 +
,
и только потом время начала i-й
операции (используя свойство непрерывности
обработки партии деталей на операциях).
+
,
и только потом время начала i-й
операции (используя свойство непрерывности
обработки партии деталей на операциях).
Параллельно-последовательный вид движения предметов труда, сочетая в себе преимущества параллельного и последовательного вида движения, находит достаточно широкое применение в производстве.