

Секрети технології пайки.
Перший секрет — правильне застосування для паяння припою й флюсу. Припоєм називається легкоплавкий металевий сплав, яким спаюють проводи і виводи деталей. Найкращий припій — чисте олово. Однак воно дороге й використовується у виняткових випадках. Під час радіомонтажу частіше застосовують олов'яно-свинцеві припої, що являють собою сплав олова й свинцю. За міцністю спаювання ці припої не поступаються чистому олову. Плавляться такі припої при температурі 180—200 °С. Позначають їх трьома літерами — ПОС (припій олов'яно-свинцевий), за якими йде двозначне число, що показує вміст олова в процентах, наприклад: ПОС-40, ПОС-60.
Флюси — це протиокислювальні речовини. їх застосовують з тим, щоб підготовлені до паяння місця деталей або провідників не окислювалися під час паяння. Без флюсу припій може не пристати до поверхні металу.
Флюси бувають різні. Так, для ремонту металевого посуду користуються «паяльною кислотою» — розчином цинку в соляній кислоті. Паяти радіо - конструкції таким припоєм не можна — з часом він руйнує пайку. Для радіомонтажу треба застосовувати флюси, в яких немає кислоти. Одним з таких флюсів є каніфоль. У магазинах ви, мабуть, зустрічали смичкову каніфоль, якою музиканти натирають смички своїх інструментів,— її можна використовувати для паяння. Щоб можна було паяти у важкодоступних місцях, бажано запастися рідким флюсом, про який згадувалося вище. Для приготування його подрібнюють каніфоль на порошок і всипають у борний спирт або гліцерин. Помішуючи розчин паличкою, підсипають каніфоль до утворення густої кашки. Таку каніфоль наносять на спаюванні місця тонкою паличкою або пензликом.
Другий секрет паяння — чистота жала паяльника та його нагрівання. Якщо жало брудне, ним важко працювати — припій буде плавитись, а до поверхні жала не пристане. Жало обов'язково треба зачистити й залудити — покрити тонким шаром припою. Робіть це так. Розігрійте паяльник і зачистіть його жало напилком або шліфувальною шкуркою. Занурте жало в каніфоль, а потім торкніться ним шматочка припою. У шарі розплавленого припою поводіть жало по дерев'яній паличці (або по підставці) так, щоб уся його поверхня покрилася шаром припою. З часом жало покриватиметься окисним нальотом темного кольору, який заважатиме паянню.
Третій секрет — чистота спаяних поверхонь. Місця провідників і деталей, призначені для паяння, повинні бути зачищені до блиску. Старанно зачищений провідник кладуть на шматок каніфолі й добре прогрівають паяльником. Каніфоль швидко розплавиться, а припій, що є на паяльнику, розтечеться по провіднику. Повертаючи провідник і повільно рухаючи по ньому жало паяльника, добиваються рівномірного розподілу припою по поверхні провідника.
Якщо ви будете залуджувати частину впаяного в саморобку провідника, зачистіть це місце шліфувальною шкуркою або складаним ножем і піднесіть шматок каніфолі. Плавним рухом паяльника рівномірно розподіліть припій по залуджуваній поверхні.
Четвертий секрет — правильне з'єднання проводів під час паяння й добре прогрівання місця спаювання деталей. Якщо треба спаяти кінці двох залуджених провідників, щільно притисніть їх один до одного й до місця дотикання прикладіть паяльник з краплею припою на кінці жала. Як тільки місце спаювання прогріється, припій розтечеться й заповнить проміжки між провідниками. Плавним рухом паяльника розподіліть припій рівномірно по всьому місцю спаювання. Тривалість паяння не повинна перевищувати 5 с, після чого паяльник прибирають — припій швидко затвердне й міцно скріпить деталі. Однак пайка буде міцною лише в тому разі, якщо після прибирання паяльника провідники не зсунуться протягом 10 с.
Припаюючи транзистор, бережіть його виводи від перегрівання. Для цього придержуйте їх пінцетом або плоскогубцями — вони виконують роль тепловідводу.
Під час налагоджування конструкцій доводиться перепаювати провідники або замінювати деталі. Це треба враховувати під час монтажу. Так, кінці деталей, які з'єднуються згідно із схемою зі спільним провідником, слід припаювати не в одній точці, а на деякій відстані один від одного. Не рекомендується закручувати кінці деталей навколо провідника. Деякі приклади пайок показано на малюнку.
Пам'ятайте, що під час паяння виділяється шкідлива для здоров'я пара олова й свинцю. Ні в якому разі не можна нахилятися над місцем паяння і вдихати випари. Улітку старайтесь паяти біля відчиненого вікна, взимку частіше провітрюйте приміщення. Закінчивши паяння, обов'язково вимийте руки теплою водою з милом.
Переваги пайки:
Дозволяє з'єднувати метали в будь-якому сполученні;
З'єднання можливо при будь-якій початковій температурі металу, що паяється;
Можливе з'єднання металів з неметалами;
Паяні з'єднання легко роз’ємні;
Більш точно формується форма й розміри виробу, тому що основний метал не розплавляється;
Дозволяє одержувати з'єднання без значних внутрішніх напружень і без короблення виробу;
Підвищена продуктивність процесу дозволяє паяти за один прийом велику кількість виробів;
Культура виробництва; можливі повна механізація й автоматизація.
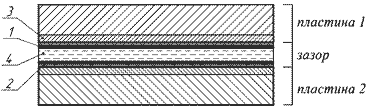
Рисунок 1 - Структура паяного з'єднання
1 – при кристалізаційнй шар змінного хімічного складу; 2 - дифузійна зона зі змінним хімічним складом; 3 - ділянка із змінюваною структурою й властивостями в результаті локального нагрівання 4 - зона ізотермічної кристалізації.