

8. Выбор способа центрирования и харакиера сопряжения для шлицевого соединения 7 -зубчатого колеса z1, с валом 1.
Поскольку
зубчатое колесо Z1
имеет термическую обработку и должно,
согласно конструкции узла, перемещаться
вдоль оси вала 1, то целесообразно
применить в данной случае центрирование
по d.
По таблице 13 и 14 выбираем посадки по
размерам d,
D
и b,
обеспечивающим подвижное соединение.
Таким
соединением будет![]()
По
стандарту СТ СЭВ 188-75 (ГОСТ 1139-80) определяют,
что заданное шлицевое соединение
соответствует средней серии, а размер
b = 7 мм. Тогда с учетом заданных размеров
можно записать условное обозначение
шлицевого соединения
![]()
8.1. Схема расположения полей допусков шлицевого сопряжения
По стандарту СТ СЭВ 145-75 (ГОСТ 25346-82) находим предельные отклонения для размеров d, D и b вала и втулки с учетом выбранных по ним посадок и размеров d = 36, D =42 и b = 7 мм. Найденные значения отклонений заносим в таблице 18,
Таблица 18
|
Детали |
Размеры, мм |
Обозначение |
Отклонения, мкм |
|
|
ES, es |
EJ, ei |
|||
|
Втулка (Зубчатое колесо) |
d = 36 b = 7 D = 42 |
36H7 7D9 42H12 |
+25 +76 +250 |
0 +40 0 |
|
Вал 1 |
d = 36 b = 7 D = 42 |
36f7 7h9 42d11 |
-25 0 -320 |
-50 -36 -480 |
Располагая указанными в таблице отклонениями, строим схемы расположения полей допусков по трем размерам, которые показаны на рисунке 30.

Рисунок
32. Схемы расположения полей допусков
шлицевого сопряжения
![]()
8.2. Контроль точности
Исходя из предположения, что изготовление шлицевых деталей редуктора осуществляется индивидуально, для контроля размеров шлицевых деталей используем универсальные измерительные средства. Для большей наглядности вычертим сечения шлицевых втулки и вала с соответствующими обозначениями размеров (рисунок 33).
Для контроля размеров шлицевых втулки и вала выбираем измерительные средства [7] в зависимости от допустимой погрешности измерения Δизм, которую определяем по таблице 3 и 4 [8], а данные заносим в таблице 19.
Для контроля отклонений формы и расположения боковых сторон зубьев и пазов, а также шага шлицевого вала может быть использована поверочная плита в сочетании с делительной головкой и стрелочным прибором на стойке (рисунок 34). Контролируемая боковая поверхность зуба устанавливается в плоскости, параллельной плоскости плиты, а стрелочный прибор настраивается на высоту центров с поправкой, на половину толщины зуба.

Рисунок
33. Чертежи сечений деталей шлицевого
соединения
![]()
По шкале Рисунок 33 . Чертежи сечений деталей шлицевого соединения стрелочного прибора в этом случае отсчитывается отклонение расположение, а перемещение точки контакта измерительного наконечника с боковой поверхностью зуба вдоль оси позволяет обнаружить отклонение формы.
Для контроля шага шлицевого вала прибор, настраивают в нулевое положение по боковой поверхности одного зуба, а затем
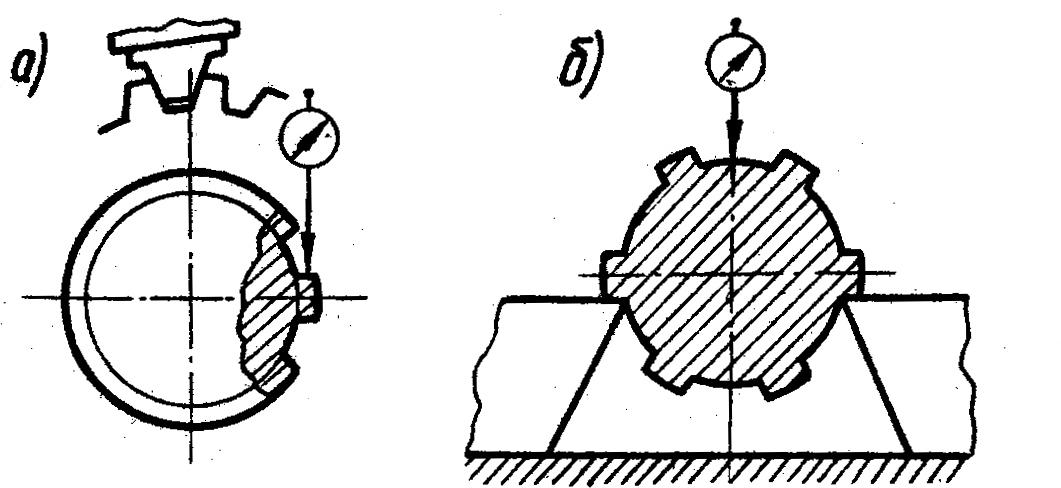
Рисунок 34. Схемы контроля отклонений формы и расположения боковых сторон зубьев шлицевого вала
Таблица 19
|
Контролируемый размер |
Допустимая погрешность измерения Δизм, мм |
Измерительное средство |
Пределы измерения, мм |
Цена деления, мм |
Предельная погрешность измерения, мм |
|
36H7 |
0,008 |
Индикаторный нутрометр, ГОСТ 868-63 |
35-100 |
0,002 |
0,003 |
|
7D9 |
0,005 |
Индикаторный нутрометр, ГОСТ 868-63 |
6-10 |
0,001 |
0,0002 |
|
42H12 |
0,06 |
Штангенциркуль с 2-х сторонними губками ГОСТ 166-51 |
0-300 |
0,02 |
0,03 |
|
36f7 |
0,008 |
Микрометр гладкий, типа МК ГОСТ 6507-60 |
25-50 |
0,01 |
0,004 |
|
42d11 |
0,03 |
Штангенциркуль ГОСТ 166-51 |
0-200 |
0,02 |
0,02 |
|
7h9 |
0,005 |
Настольный микрометр, типа МГ ГОСТ 11195-65 |
0-20 |
0,01 |
0,003 |
стойка отодвигается и производится поворот вала на угловой шаг. При подводе прибора к боковой поверхности зуба он покажет отклонение шага
Контроль смещения оси шлицов относительно оси центрирующего отверстия может быть осуществлен на контрольной плите с подкладками с помощью стрелочного прибора, укрепленного в стойке (рисунок 34), при этом контролируемый вал установлен в центрах.