

Инфа по метрологии / альбом заданий
.docФедеральное агентство по образованию РФ
ГОУ ВПО Кубанский государственный технологический университет
Кафедра систем управления и технологических комплексов
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ
АЛЬБОМ
заданий по курсу:
«Метрология, стандартизация и сертификация»
Для студентов всех форм обучения специальностей
12.01 – Технология машиностроения
12.02 – Металлорежущие станки и инструменты
22.03.01 – Автоматизация технологических процессов и производств
Краснодар 2006
Составитель: канд. техн. наук, доц. В.А. Плаксин
УДК 621.753.1-621.753.2
Альбом заданий по
курсу: "Метрология, стандартизация
я сертификация"
для студентов всех
форм обучения специальностей:
12.01 - Технология машиностроения,
12.02 - Металлорежущие ставки и инструменты,
22.03.01 - Автоматизация технологических процессов и производств.
/ Сост. В.Л.Плаксин. Кубан. гос. технол. ун-т, кафедра систем управления технологических комплексов. - Краснодар: Изд-во КубГТУ, 2006.-24 ст.
Ил. 10, Табл. 10, Библиогр.: 7 назв.
Представлены наиболее распространенные в машиностроении сопряжения и узлы. В процессе анализа характера сопряжения студент назначает посадки. Работа предназначена для усвоения и закрепления теоретического материала.
Печатается по решению Редакционно-издательского совета университета.
Рецензенты: канд. техн. наук, доц. кафедры СУиТК Ю.В.Трухан;
Генеральный директор ЗАО "СКБАЛМС" Н.И. Суханосов;
1 ЗАДАНИЕ НА КУРСОВУЮ РАВОТУ ПО КУРСУ
«МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ»
Преподаватель индивидуально выдает задание студентам всех форм обучения. В отдельных случаях студентам заочной формы обучения разрешается выбирать задание согласно своему шифру: вариант - по последней цифре (ноль заменяется цифрой 10), номер строки - по последней цифре шифра, вопрос по стандартизации - по последней цифре шифра.
Согласно данным; своего варианта необходимо выполнить следующую работу:
-
рассчитать и выбрать по ГОСТу посадки для гладких цилиндрических соединений. Расчет посадок с натягом или с зазором выполнить с применением ЭВМ /1, 2, 5/;
-
для одной из переходных посадок определить вероятность получения соединений с натягам или с зазором с вероятностью 0,9973 и вычертить кривую нормального распределения /1, 2/;
3) построить схему расположения полей допусков гладких предельных калибров (рабочих) для контроля вала и отверстия одного из соединений п.1 (по своему выбору): дать эскизы калибров, указать на них исполнительные размеры, шероховатости и маркировку /1, 2/;
-
рассчитать и выбрать посадки по ГОСТу дня внутреннего и наружного колец подшипников качения, построить схемы расположения полей допусков для посадочных поверхностей колец и самих колец /1, 2/;
-
вычертить узел, для которого составляется размерная цепь (по своему выбору), дать ее в графическом изображении и по допуску замыкающего звена, определять допуски и отклонения составляющих звеньев (обратная задача). По допускам составляющих звеньев определить допуск и отклонения замыкающего звена (прямая задача). Обе задачи решить теоретико-вероятностным методом и методом максимума и минимума /1, 2/;
-
обосновать и выбрать в зависимости от заданных условий посадки для шпоночных и шлицевых соединений и вычертить для них схемы расположения полей допусков. Дать сечение шлицевого (шпоночного) соединения. Назначить средства контроля /1, 2, 3/;
-
для одного резьбового соединения (по своему выбору) определить номинальные размеры и предельные отклонения по всем диаметрам, построить схемы расположения полей допусков. Дать условное обозначение резьбы на чертежах /1, 2, 3/;
8) для зубчатого колеса, на которое вычерчивается рабочий чертеж, обосновать и выбрать комплекс контролируемых параметров /1, 2, 3/;
9) выполнить рабочие чертежи вала и зубчатого колеса согласно заданию /2, 3/;
10) вычертить в масштабе сборочную единицу узла, поставить на ней рассчитанные и выбранные посадки /2, 3/.
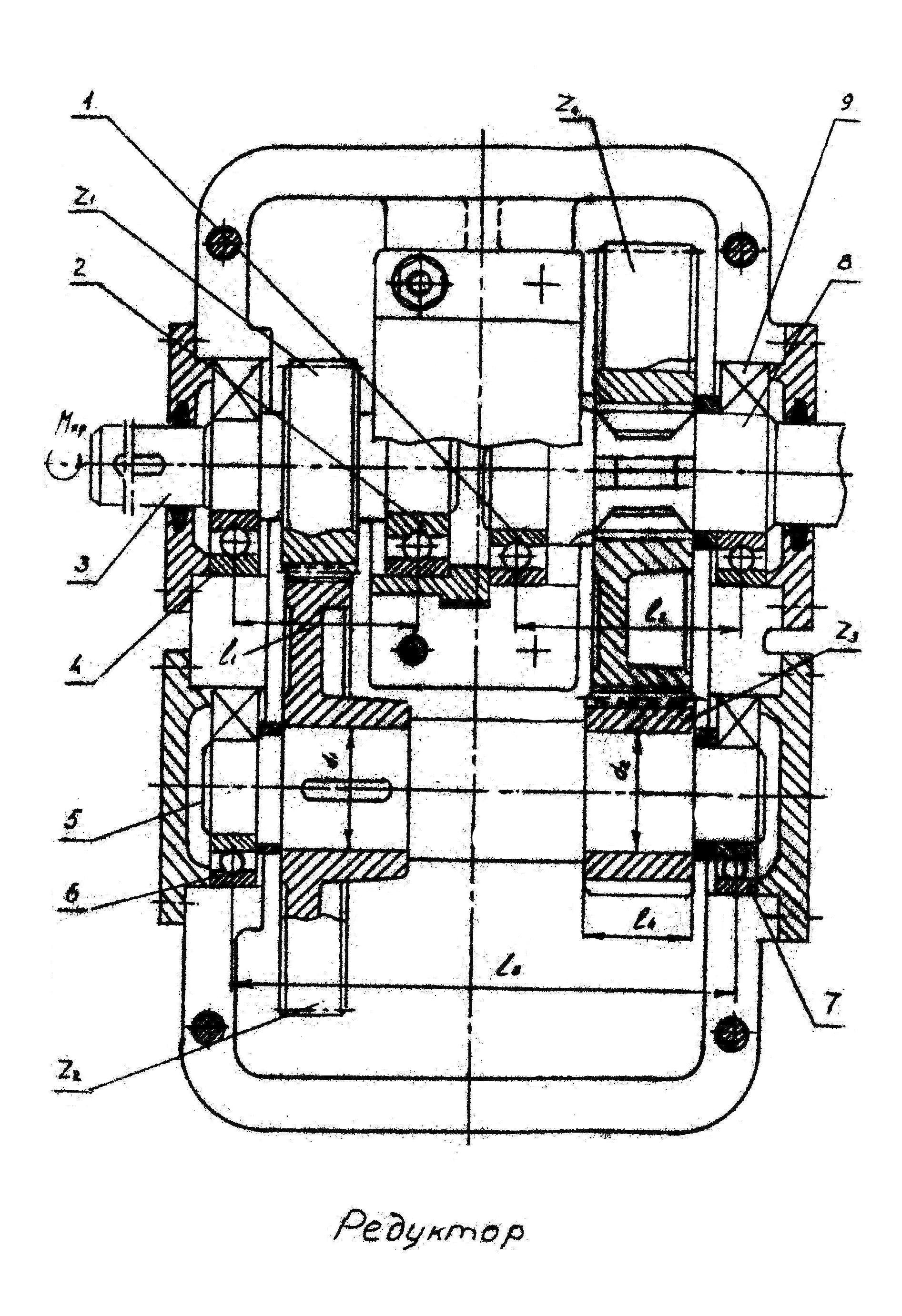
Рис.1
Таблица 1 – Основные параметры для расчетов и выбора посадок
|
Задание |
Крутящий момент, Мкр |
Мате-риал |
Параметры зубчатых пар |
Расстояние |
Диаметр соединения |
Номер и класс точности подшипников |
Номер и класс точности подшипников |
Шпоночное соединение вала 5 с шестер. Z2 вхh |
Номер и класс точности подшипника |
Шлицевое соединение вала 8 с шестер. Z4 |
Термообработка шлицев |
Частота вращения вала 3 |
Динамическая вязкость |
Вычертить рабочие чертежи деталей |
Провести контроль |
Вид производства |
|||||||||||
|
Число зубьев |
Модуль, m |
Степень точности |
|||||||||||||||||||||||||
|
Шестер Z2 Z3 Z4 |
Валов 3, 5, 8 |
||||||||||||||||||||||||||
|
Z1 |
Z2 |
Z3 |
Z4 |
l1 |
l2 |
l3 |
l4 |
d2 |
d4 |
||||||||||||||||||
|
вал |
шест |
||||||||||||||||||||||||||
|
|
Н м |
|
|
|
|
|
|
мм |
|
мм |
мм |
мм |
мм |
мм |
мм |
2,4 |
6,7 |
мм |
1,9 |
ZxdxD |
|
рад /с |
Па с |
|
|
||
|
1 |
175 |
Для четных – сталь 45Х, для нечетных – сталь 40 |
Для четных – сталь 45, для нечетных – сталь 30 |
25 |
40 |
12 |
53 |
2 |
8-А |
43 |
49 |
110 |
28 |
22 |
24 |
Р302 |
Р5-1204 |
6х7 |
Р304 |
6х21х25 |
Для четных – закалка, для нечетных - нет |
96 |
0,018 |
3 |
Z2 |
d1H |
Для четных – серийное, для нечетных - единичное |
|
2 |
190 |
23 |
84 |
47 |
60 |
2,5 |
8-Б |
40 |
45 |
106 |
25 |
28 |
30 |
Р303 |
Р5-1205 |
8х7 |
Р305 |
6х26х32 |
100 |
0,024 |
8 |
Z4 |
d2H |
||||
|
3 |
240 |
26 |
80 |
46 |
60 |
3 |
7-В |
36 |
42 |
97 |
15 |
32 |
36 |
Р304 |
Р5-1206 |
10х6 |
Р4-306 |
8х32х38 |
140 |
0,021 |
5 |
Z3 |
d2h |
||||
|
4 |
220 |
19 |
82 |
45 |
56 |
4 |
8-В |
35 |
39 |
99 |
18 |
39 |
42 |
Р305 |
Р5-1207 |
12х8 |
Р307 |
8х36х42 |
125 |
0,025 |
3 |
Z4 |
d1H |
||||
|
5 |
180 |
20 |
86 |
63 |
43 |
4 |
7-В |
50 |
55 |
130 |
32 |
43 |
48 |
Р306 |
Р5-1208 |
14х9 |
Р308 |
8х42х48 |
113 |
0,02 |
3 |
Z3 |
d1H |
||||
|
6 |
230 |
23 |
86 |
58 |
51 |
4 |
8-В |
46 |
53 |
120 |
25 |
48 |
54 |
Р307 |
Р5-1209 |
16х10 |
Р309 |
8х46х54 |
120 |
0,024 |
5 |
Z4 |
d2H |
||||
|
7 |
210 |
21 |
48 |
14 |
55 |
4 |
7-В |
40 |
58 |
106 |
19 |
54 |
60 |
Р308 |
Р5-1210 |
18х11 |
Р310 |
8х52х60 |
102 |
0,025 |
8 |
Z3 |
d2h |
||||
|
8 |
240 |
24 |
60 |
21 |
63 |
2 |
7-В |
42 |
60 |
122 |
21 |
24 |
26 |
Р6-302 |
Р5-1204 |
8х7 |
Р6-304 |
6х21х25 |
106 |
0,02 |
5 |
Z2 |
d2h |
||||
|
9 |
260 |
25 |
32 |
23 |
34 |
2,5 |
8-В |
30 |
57 |
115 |
15 |
29 |
32 |
Р6-303 |
Р5-1205 |
10х8 |
Р6-305 |
6х26х32 |
121 |
0,03 |
8 |
Z3 |
d2h |
||||
|
0 |
195 |
23 |
36 |
15 |
44 |
2,5 |
7-А |
52 |
63 |
126 |
21 |
34 |
38 |
Р6-304 |
Р5-1206 |
10х8 |
Р6-306 |
8х32х38 |
99 |
0,02 |
5 |
Z4 |
d1H |
||||
При оформлении рабочих чертежей деталей недостающие размеры принять конструктивно
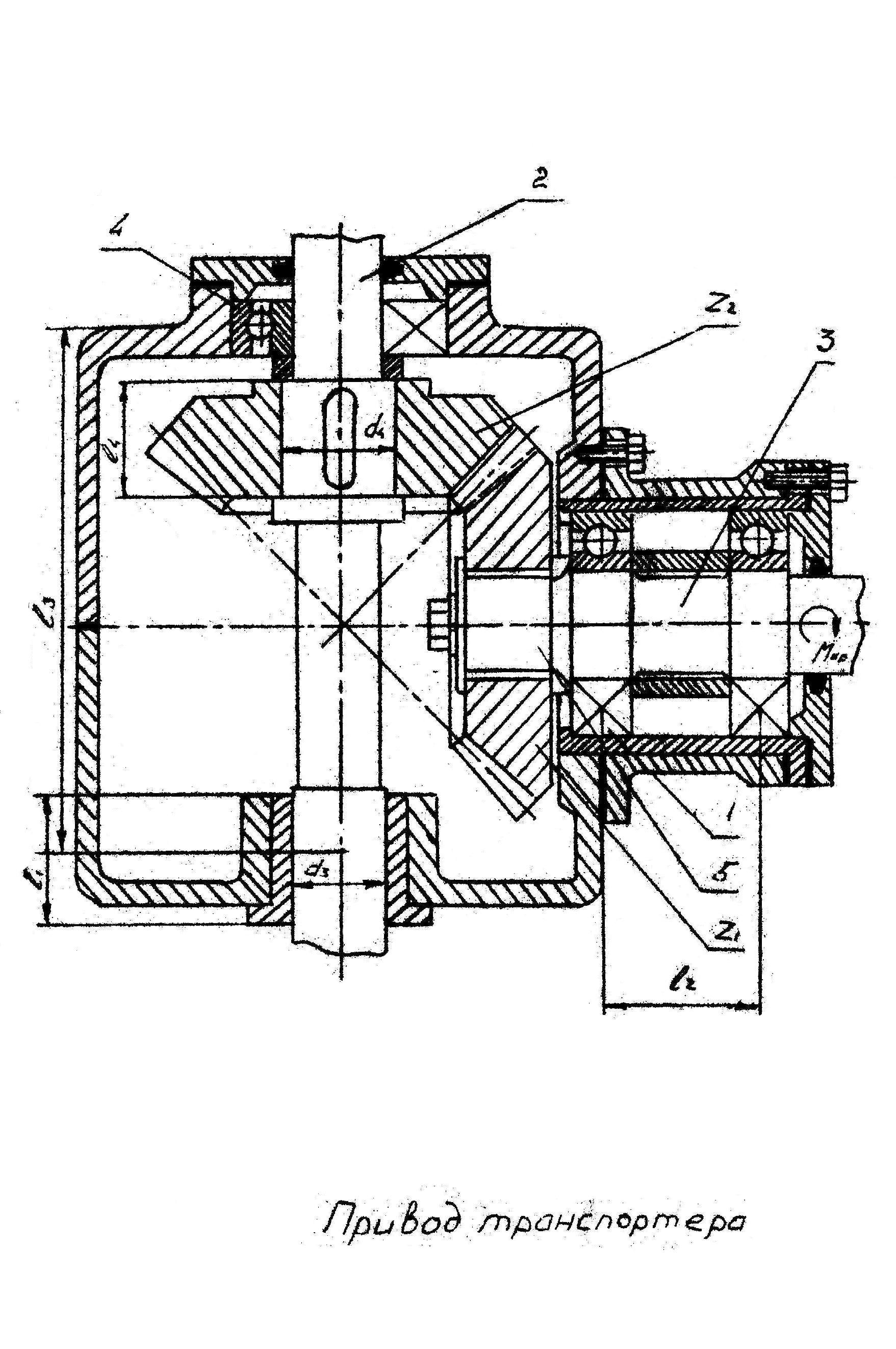
Рис.2
Таблица 2 – Основные параметры для расчетов и выбора посадок
|
Задание |
Номер и класс точности подшип. |
Номер и класс точности подшип. |
Шлицевое соединение Z x d x D |
Термообработка шлиц. соедин. |
Крутящий момент, Мкр |
Расстояние |
Материал |
Расстояние |
Параметры зубчатой пары |
Частота вращения, w |
Динамическая вязкость масла, μ |
Шпоночное сопряжение вала 2 с шестерней Z2 |
Провести контроль |
Вид производства |
Диаметр сопряжения d1 |
Диаметр d4 |
|||||||
|
Число зубьев |
Модуль |
Степень точности |
Вычертить рабоч. чертежи детали |
||||||||||||||||||||
|
l2 |
l1 |
Шестерен |
Валов |
l3 |
|||||||||||||||||||
|
Z1 |
Z2 |
m |
|||||||||||||||||||||
|
|
1 |
4 |
мм |
|
Н м |
мм |
мм |
|
|
мм |
|
|
мм |
|
вал |
шест |
|
|
вхh |
|
|
мм |
мм |
|
1 |
Р205 |
Р205 |
6х18х22 |
Для четных – закалка, для нечетных - нет |
320 |
80 |
40 |
Сталь 45 |
Сталь 45 |
160 |
48 |
52 |
2 |
8-В |
3 |
Z4 |
100 |
0,025 |
8х7 |
d1H |
Для четных – серийное, для нечетных - единичное |
40 |
30 |
|
2 |
Р6-204 |
Р205 |
6х18х22 |
330 |
70 |
40 |
200 |
32 |
36 |
3 |
8-В |
3 |
Z1 |
150 |
0,032 |
10х8 |
d1h |
28 |
64 |
||||
|
3 |
Р4-206 |
Р207 |
6х26х32 |
300 |
70 |
30 |
280 |
34 |
62 |
2 |
7-В |
2 |
Z2 |
90 |
0,021 |
12х8 |
d3H |
25 |
68 |
||||
|
4 |
Р5-207 |
Р5-208 |
6х28х34 |
370 |
65 |
25 |
240 |
46 |
62 |
2,5 |
8-В |
2 |
Z2 |
120 |
0,024 |
12х8 |
d2H |
25 |
42 |
||||
|
5 |
Р6-208 |
Р6-209 |
8х36х42 |
320 |
75 |
35 |
320 |
32 |
56 |
2,5 |
7-В |
3 |
Z1 |
130 |
0,032 |
14х9 |
d3H |
30 |
48 |
||||
|
6 |
Р4-208 |
Р4-207 |
8х32х42 |
330 |
90 |
40 |
280 |
48 |
52 |
2,5 |
7-В |
2 |
Z2 |
115 |
0,021 |
12х8 |
d1H |
35 |
40 |
||||
|
7 |
Р206 |
Р306 |
6х26х32 |
340 |
70 |
30 |
280 |
49 |
54 |
2,5 |
8-В |
2 |
Z2 |
130 |
0,028 |
12х8 |
d2h |
30 |
44 |
||||
|
8 |
Р5-209 |
Р5-210 |
8х42х48 |
320 |
60 |
40 |
320 |
36 |
36 |
4 |
6-В |
3 |
Z1 |
135 |
0,035 |
16х10 |
d1H |
35 |
54 |
||||
|
9 |
Р113 |
Р210 |
8х52х60 |
390 |
95 |
45 |
320 |
76 |
70 |
2 |
8-В |
3 |
Z1 |
140 |
0,032 |
16х10 |
d1h |
40 |
56 |
||||
|
0 |
Р5-212 |
Р5-212 |
8х52х60 |
350 |
100 |
50 |
360 |
42 |
40 |
4 |
7-В |
2 |
Z2 |
130 |
0,025 |
18х11 |
d2H |
45 |
62 |
||||
При оформлении рабочих чертежей деталей недостающие размеры принять конструктивно
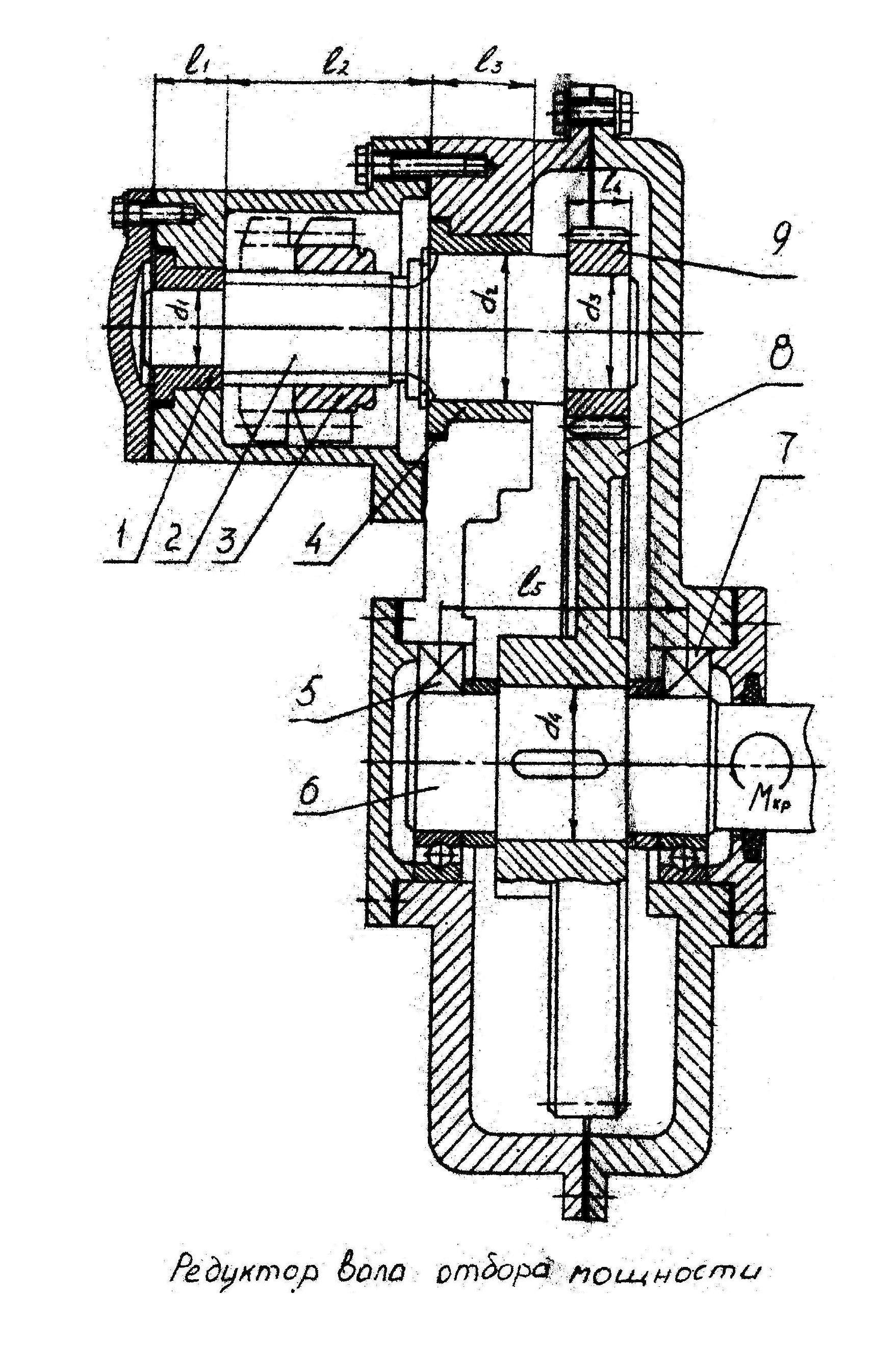
Рис.3
Таблица 3 – Основные параметры для расчетов и выбора посадок
|
Задание |
Крутящий момент, Мкр |
Материал деталей |
Параметры зубчатой пары |
Номер и класс точности подшип. |
Длина сопряжения подшипника 1, 4 |
Длина сопряжения подшипника 1, 4 |
Расстояние между подшипниками |
Расстояние между подшипниками |
Наличие термообработки |
Шлицевое соединение |
Шпоночное соединение |
Частота вращения вала |
Динамич. вязкость масла |
Вычертить рабочие чертежи |
Провести контроль |
Вид производства |
|||||||||
|
Число зубьев |
Модуль, m |
Степень точности |
|||||||||||||||||||||||
|
Шестерен 3, 9, 8 |
Валов 2, 6 |
||||||||||||||||||||||||
|
Z9 |
Z8 |
||||||||||||||||||||||||
|
l1 |
l3 |
d1 |
d2 |
l2 |
l5 |
l4 |
d1 |
ZxdxD |
вхh |
ω |
μ |
вал |
шест |
||||||||||||
|
|
Н м |
|
|
|
|
мм |
|
5,7 |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
мм |
|
мм |
мм |
рад /с |
Па с |
|
|
|
|
|
1 |
200 |
Для четных – сталь 40Х, для нечетных – сталь 45 |
Для четных – сталь 40, для нечетных – сталь 50 |
28 |
57 |
2 |
7-В |
Р6-208 |
30 |
52 |
20 |
35 |
50 |
65 |
25 |
17 |
Для четных вариантов – нет, для нечетных вариантов - закалка |
6х21х25 |
14х9 |
130 |
0,02 |
2 |
8 |
d1H |
Для четных – серийное, для нечетных - серийное |
|
2 |
230 |
21 |
60 |
4 |
7-В |
Р6-211 |
27 |
48 |
18 |
32 |
60 |
70 |
21 |
18 |
6х21х25 |
18х11 |
140 |
0,03 |
6 |
9 |
d1h |
||||
|
3 |
220 |
19 |
58 |
2,5 |
6-А |
Р206 |
33 |
51 |
22 |
34 |
65 |
75 |
18 |
20 |
6х23х28 |
10х8 |
120 |
0,025 |
2 |
9 |
d2H |
||||
|
4 |
240 |
20 |
59 |
2,5 |
7-А |
Р208 |
34 |
52 |
23 |
35 |
70 |
80 |
17 |
22 |
6х26х32 |
14х9 |
115 |
0,034 |
6 |
8 |
d3H |
||||
|
5 |
270 |
22 |
61 |
4 |
7-В |
Р5-209 |
37 |
55 |
25 |
37 |
55 |
65 |
20 |
21 |
6х26х32 |
16х10 |
119 |
0,019 |
2 |
8 |
d2h |
||||
|
6 |
260 |
23 |
63 |
4 |
6-В |
Р5-208 |
30 |
52 |
20 |
35 |
56 |
60 |
23 |
20 |
6х21х25 |
14х9 |
148 |
0,02 |
6 |
9 |
d3H |
||||
|
7 |
200 |
20 |
59 |
3,5 |
6-В |
Р4-206 |
27 |
48 |
18 |
32 |
55 |
65 |
20 |
11 |
6х21х25 |
10х8 |
126 |
0,028 |
2 |
9 |
d3H |
||||
|
8 |
240 |
19 |
57 |
4 |
6-А |
Р4-210 |
33 |
51 |
22 |
34 |
65 |
70 |
22 |
17 |
6х23х28 |
16х10 |
127 |
0,03 |
6 |
9 |
d3H |
||||
|
9 |
230 |
20 |
59 |
3 |
7-В |
Р209 |
34 |
52 |
23 |
35 |
60 |
75 |
19 |
22 |
6х26х32 |
14х9 |
121 |
0,032 |
2 |
8 |
d1h |
||||
|
0 |
220 |
21 |
60 |
3,5 |
7-В |
Р211 |
37 |
53 |
25 |
37 |
75 |
80 |
18 |
21 |
6х26х32 |
18х11 |
123 |
0,02 |
6 |
9 |
d1H |
||||