

1.4 Характеристика армирования изделий
1.4.1 Характеристика армирования предварительно напряженных аэродромных плит
Для армирования изделий применяют арматурные сетки, изготовленные из горячекатаной арматурной стали периодического профиля класса А-240, А-300, Вр-400 и предварительно напряженные стержни А-800 по ГОСТ 5781-82.Монтажно-стыковые изделия должны изготавливаться из стали класса А-240 марок Ст 3сп, Ст 3пс и Вр-400[6].Расположение арматуры (продольной и поперечной, сеток, скоб и монтажно-стыковых изделий) в плитах должно соответствовать указанному на рисунке 1.4.1[4].
Спецификация арматурных изделий и выборка стали на одну плиту приведены в таблицах 1.4.1 и 1.4.2. Схема армирования изделий приведена на рисунке 1.4.1
Таблица 1.4.1 – Спецификация арматурной стали на плиту ПАГ-20V
Наименование арматурного изделия |
Количество |
Масса,кг |
Стержень напрягаемый |
14 |
101,6 |
Сетка С3 |
4 |
50,6 |
Сетка С5 |
2 |
48,16 |
Петля М-3 |
4 |
10,76 |
Петля М-4а |
8 |
20,08 |
Спираль |
28 |
1,56 |
Скоба К3 |
18 |
0,72 |
Скоба К6 |
15 |
0,21 |
Итого: |
233,70 |
|
Таблица 1.4.2 – Выборка стали на одно изделие
Вид стали |
Расход стали, кг |
Арматура напрягаемая класса А800 ГОСТ 5781- 82 14 |
101,6 |
Арматура стержневая класса А300 ГОСТ 5781- 8210 |
48,88 |
Проволочная арматура класса Вр-I ГОСТ 6727- 80 5 3 |
50,60 1,82 |
Арматура стержневая класса А240 ГОСТ 5781- 82 10 18 22 |
3,72 9,60 9,52 |
Полоса общего назначения из стали Ст3пс5-1(свариваемая) |
8,00 |
Общий расход стали : |
233,70 |
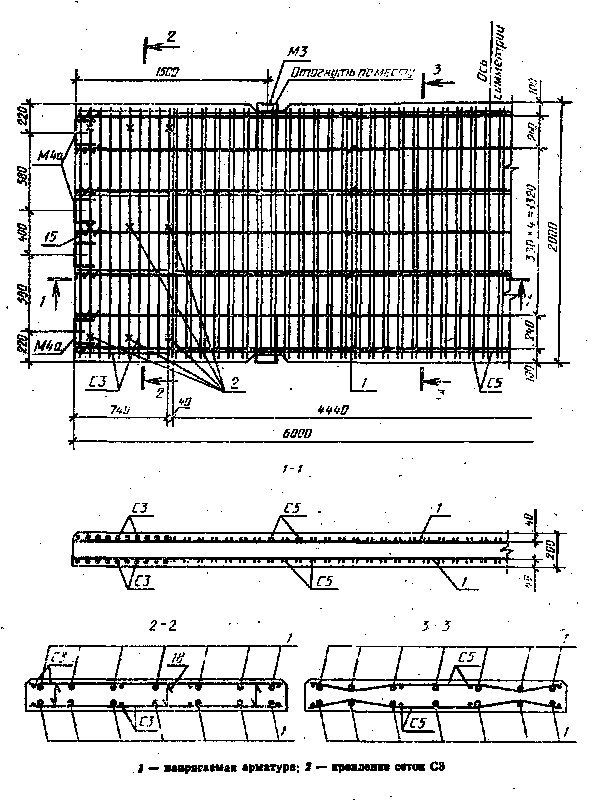
Рисунок 1.4.1 – Схема армирования плиты ПАГ 20V

Рисунок 1.4.2- Сетка С3
Таблица 1.4.3– Спецификация арматуры на одну сетку С3
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 2 |
8 А300(ø10 А-II), ГОСТ 25912.4; L = 1980 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 750
|
10 6 |
12,22 0,43
|
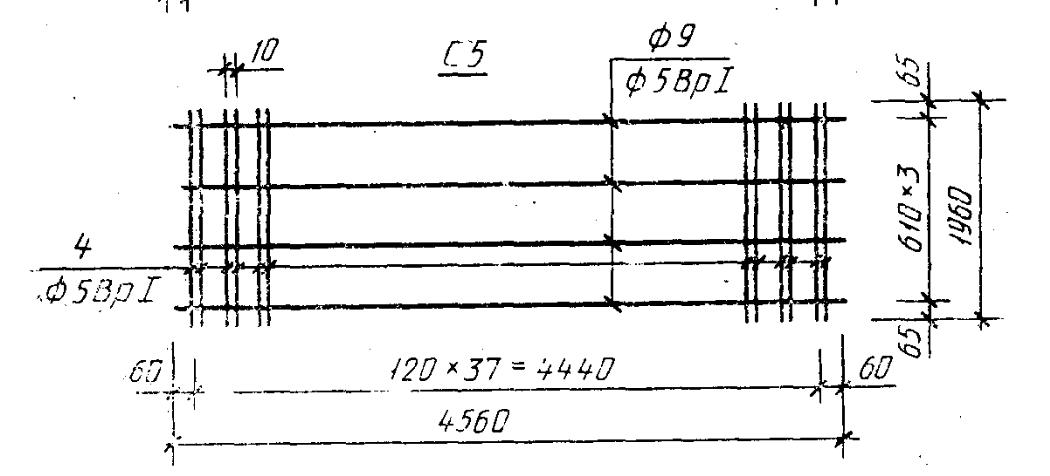
Рисунок 1.4.3- Сетка С5
Таблиц а 1.4.4 – Спецификация арматуры на одну сетку С5
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 2 |
5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 4560 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 1960
|
76 4 |
24,8
|
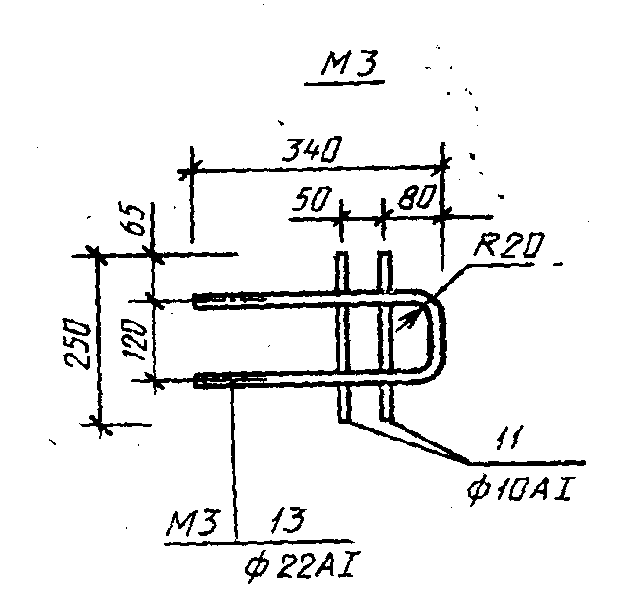
Рисунок 1.4.4- Монтажно- стыковое изделие М3
Таблица 1.4.5 – Спецификация арматуры на одно изделие М3
№ Поз.
|
Наименование |
Количество |
Масса, кг |
1 2 |
10А240(ø10 А-I), ГОСТ 25912.4; L =250 22А240(ø22 А-I), ГОСТ 25912.4; L =800 |
1 2 |
0.31 2.38 |
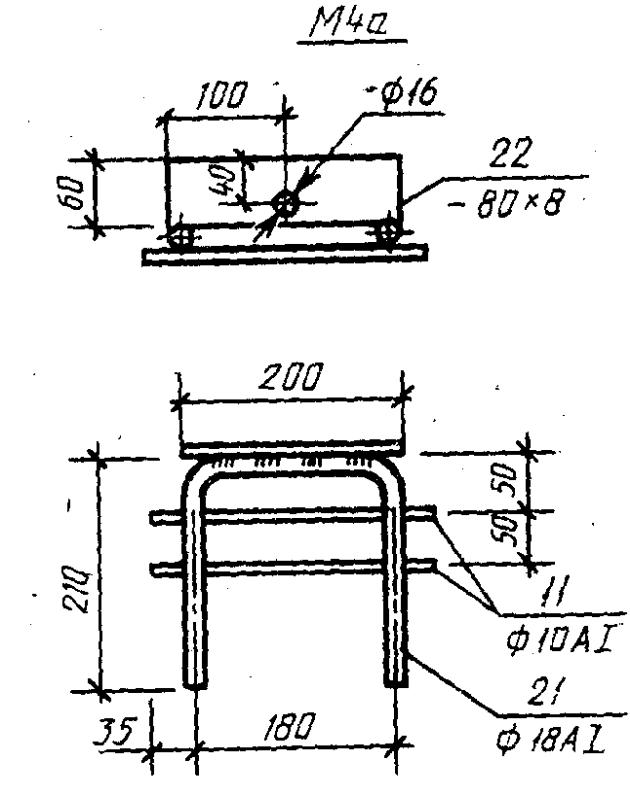
Рисунок 1.4.4- Монтажно- стыковое изделие М4-а
Таблица 1.4.5 – Спецификация арматуры на одно изделие М4-а
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 2 3 |
18А240(ø18 А-I), ГОСТ 25912.4; L =600 10 А240(ø10 А-I), ГОСТ 25912.4; L =250 Ст3пс5 – 1 ГОСТ 103;L=200 |
1 2 1 |
1,20 0,31 8,0 |
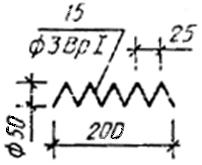
Рисунок 1.4.5- Спираль
Таблица 1.4.6 – Спецификация арматуры на одну спираль
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 |
3Вр400(ø3 Вр-I), ГОСТ 25612.4; L = 200 |
1 |
0,065 |
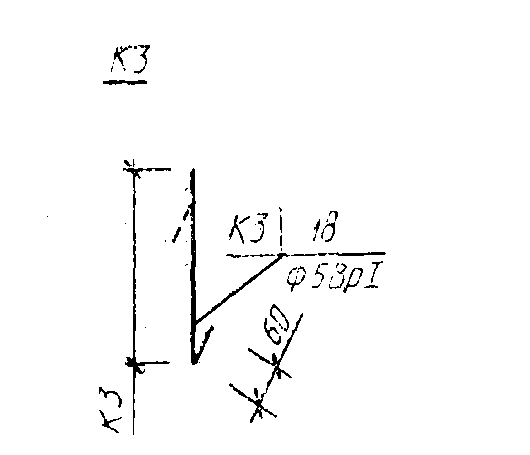
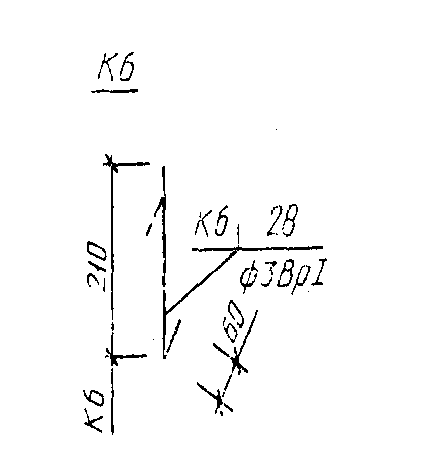
Рисунок 1.4.7- Скоба К3 Рисунок 1.4.8- Скоба К6
Таблица 1.4.8 – Спецификация арматуры на одну скобу К3
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 |
5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 280 |
1 |
0,040 |
Таблица 1.4.9– Спецификация арматуры на одну скобу К6
№ Поз. |
Наименование |
Количество |
Масса, кг |
1 |
3 Вр400(ø3 Вр-I), ГОСТ 25912.4; L = 270 |
1 |
0,014 |
![]()
Рисунок 1.4.9-Стержень напрягаемый 14А800(ø14 А-V) ГОСТ 25914.1 L=6250 мм.