

17. Методы достижения точности замыкающих размеров размерных и кинематических цепей.
полной взаимозаменяемости:
расчет размеров замыкающего звена по макс и мин допустимым размерам составляющих размерную цепь звеньев (метод максимум минимум).
требует точного выполнения размеров составляющих звеньев (деталей)
применим в массовом и крупносерийном производстве, когда число размеров размерной цепи невелико.
неполной взаимозаменяемости
допуски на размеры составляющих звеньев расширяют (чтобы удешевить производство)
отклонения размеров составляющих звеньев (реальных деталей) при сборке компенсируют друг
применим в серийном и массовом производстве, при сложных многозвенных размерных цепях.
групповой взаимозаменяемости
Применяют при создание соединений высокой точности, когда полная взаимозаменяемость недостижима, связана с большими затратами
изготавливают по расширенным допускам, а потом сортируют на группы
применим в массовом и крупносерийном производстве.
пригонки трудоемка
применяется в единичном и мелкосерийном производстве
снижает трудоемкость пригонки
требует применения специальных регулирующих устройств, которые усложняют конструкцию машины.
-----------------------------------------------------------------------------------------------------------------------------------
18.Методы снижения трудоемкости процессов сборки машин.
применение промышленных роботов, позволяющих полностью освободить человека от выполнения сборочных операций.
автоматизация сборочных процессов
создание оптимальных тех.процессов без простоев в пр-ве
19. Структура механического технологического автомата и рациональные области их применения.
Механические автоматы - машины, в которых все действия, выполняются за счет механической энергии движения частей.
Структура мех.автомата
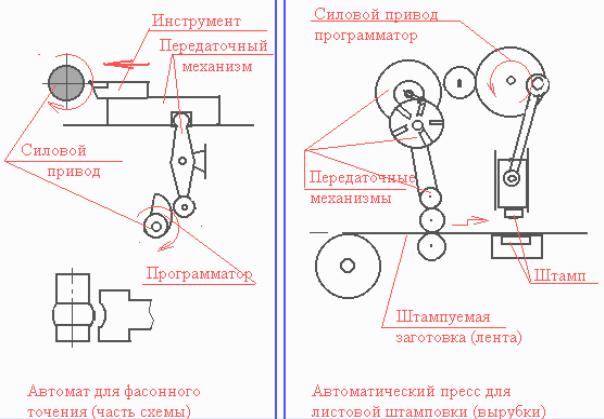
силовой привод (чаще электропривод)
+легко дозировать энергию, регулировать параметры движения
-получения только вращательного движения
программатор- определяет время работы механизма, характер его движения.
передаточные механизмы(кулачковый, мальтийский, храповой)-преобразуют движения силового привода в возвратно-поступательное, возвратно-вращательное, поступательное и др движения
инструмент- режущий инструмент, инструмент для обработки давлением
Области применения: выпуска изделий массового применения (подшипники качения, сигареты, бутылки, продукты питания и т.д.).
-----------------------------------------------------------------------------------------------------------------------------------