

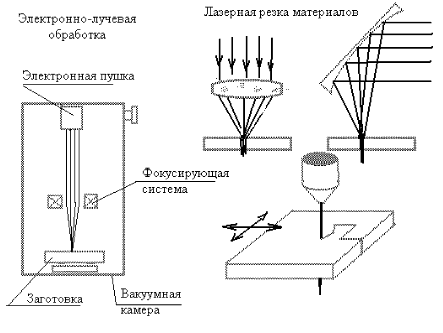
6.Лазерная и электронно-лучевая обработка. Схемы процессов. Технологические возможности и области применения.
Электронно-лучевая обработка.
Особенности:
сфокусированный поток электронов испаряет вещество заготовки образуя кратер (отверстие) соответствующее пятну фокусировки.
реализуется в условиях глубокого вакуума (< 10-5 мм рт.ст.).
Оборудование работает в многоимпульсном режиме с частотой следования импульсов 10 -1000Гц и длительностью импульсов 15-100мкс
Механизм удаления материала:испарение и расплавление
Материал
|
Размер поверхностей
|
Шероховатость
|
Точность
|
Форма
|
Недостаток |
Электро-проводные |
Отверстия до 0,01мм |
-------------- |
6-12 |
любая |
------------ |
Область применения: космические условия
Лазерная обработка.
Особенности: Для обработки отверстий чаще используют импульсные лазеры, постепенно испаряя слой за слоем материал заготовки. Лазером можно производить резку самых различных материалов, перемещая луч относительно заготовки по любому, сколь угодно сложному контуру.
Материал
|
Размер поверхностей
|
Шероховатость
|
Точность
|
Форма
|
Недостаток |
любые |
толщина до 10 мм |
------ |
------- |
любая |
|
Инструмент: импульсные лазеры и лазеры с непрерывным потоком излучения.
Область применения: резка металлов, различных пластиков, тканей, кожи, заготовки любой твердости, производства проволоки, камнирубиновых подшипников (для часов).
7. Ультразвуковая обработка материалов. Схемы процесса. Технологические возможности и области применения.

Особенности:
основана на использовании энергии ультразвуковых колебаний При прохождении ультразвука в жидкости содержащей мелкие частицы абразива (суспензия) возникают колебания этих частиц.
Частицы производят микроудары по поверхности заготовки, выкалывая микрочастицы с ее поверхности.
Образующиеся микрократеры сливаются и образуется обработанная поверхность.
Интенсивность колебаний частиц абразива велика только в непосредственной близости от индентора-инструмента и обработка происходит, в основном, в зазоре между ним и заготовкой.
Частицы абразива должны находиться в жидкой среде(вода,минеральные масла)- она передает на них колебательные движения индентора.
Механизм удаления материала: разрушение от ударов частиц абразива
Материал
|
Размер поверхностей
|
Шероховатость
|
Точность
|
Форма
|
Недостаток |
хрупкие электро- проводные и диэлектрические |
------------- |
Ra=0.08 и более |
6-9 квал |
сложная |
--------- |
Область применения: обработка деталей из стекла, алмазов ситаллов, керамики, различных кристаллов, ферритов.
-----------------------------------------------------------------------------------------------------------------------------------