

Заключение
В работе был разработан гибкий автоматизированный цех со следующим техническими характеристиками:
общее количество производственных станков − 22 шт;
годовая программа запуска − 54514 шт;
годовая суммарная трудоёмкость цеха − 144852 шт;
коэффициент загрузки оборудования − 0,89;
коэффициент сменности оборудования − 2;
грузопоток деталей − 5692 кг/сутки;
грузопоток заготовок – 7133,4 кг/сутки;
грузопоток стружки − 2930 кг/сутки;
грузопоток инструментов − 355 шт/сутки;
грузопоток вспомогательных материалов (СОЖ)− 31,4 т/год;
площадь ГАЦ − 8784 м2;
численность рабочих − 138 чел;
повышение производительности оборудования в 5 раз.
Таким образом, можно сделать вывод об экономической эффективности предлагаемого проекта и возможности внедрения его на производстве.
3.Система управления
3.Система управления движения по одной координате
Разработка функциональной схемы системы стабилизации скорости перемешения элемента робота .
Общие замечания:
- Система стабилизации скорости предполагает использование широтно-импульсного метода управления. Принцип метода представлен на листе 5.
В качастве генератора триугольных импульсов используем реверсивный счетчик DD2, DD3, и тригер DD7.
Счетчик формирует временную диаграму развертки в соответствии с законом представленом на рисунке 18
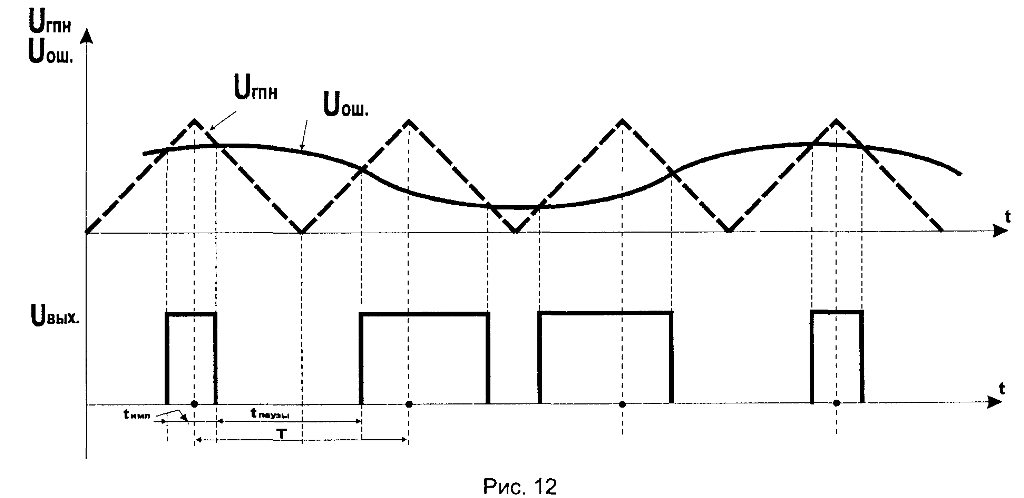
Рисунок 18 – временная диаграма развертки ШИМ
Компоратор ШИМ реализован на элементах DD4, DD5.
С выхода А=В компоратор через тригер DD6 и усилитель VT1 сигналы управления амплитудой 300В поступают на исполнительный двигатель M1.
Вал исполнительного двигателя совмещен с валом датчика скорости BR1 (тахогенератор постоянного тока).
Сигнал фактической скорости постунает в систему управления на вход усилителя ошибки DA2 на не инвертирующий вход которого поступает сигнал задания скорости.
На входе 6 усилителя ошибки формируется сигнал разности заданой и фактической скоростей механизма. Разности на сигналах поступает на ACP DA1 преобразователь (аналог-цифры) двухквадрантный режим.
Выходной код преобразователя поступает на компоратор ШИМ который должен функционировать в двухквадрантном режиме.
Ограничением схемы является однонаправленый режим.
Тригер DD6 осуществляет задержку выходного сигнала ШИМ на время работы преобразователя
3.1.Онисание элементов схемы
3.1.1Микросхема к555ие7
Представляет собой двоичный четырехразрядный синхронный счетчик. Положительный импульс по входу R устаналивает счетчик в нулевое состояние. Для предварительной установки счетчика в определенное состояние необходимо на его информационные входы подать соответствующие уровни, а на вход стробирования предварительной записи подать отрицательный импульс.
Для осуществления прямого счета на вход "-1” подается высокий уровень напряжения, а на вход "+1” - отрицательные импульсы. Счет будет вестись от того числа, которое предварительно было записано в счетчик. При заполнении счетчика выходы устанавливаются в состояние высокого уровня, а на выходе прямого переноса появится отрицательный импульс переноса в старший разряд. Аналогично счетчик работает в режиме обратного счета.

Рисунок 19 Условное обозначение м/с К555ИЕ7
Таблица 4 Назначение выводов К555ИЕ7
01 |
D2 |
Информационный вход |
02 |
Q2 |
Выход второго разряда |
03 |
Q1 |
Выход первого разряда |
04 |
-1 |
Вход "прямой счёт" |
05 |
+1 |
Вход "обратный счёт" |
06 |
Q3 |
Выход третьего разряда |
07 |
Q4 |
Выход четвертого разряда |
08 |
GND |
Общий вывод |
09 |
D4 |
Информационный вход |
10 |
D3 |
Информационный вход |
11 |
PE |
Строб записи |
12 |
>15 |
Выход прямого переноса |
13 |
<0 |
Выход обратного переноса |
14 |
R |
Установка "0" (сброс) |
15 |
D1 |
Информационный вход |
16 |
+Vcc |
Плюс питания 5В |
|
|
|
Таблица 5 Основные параметры К555ИЕ7
Напряжение питания (Vcc) |
+5В ±5% |
Входной ток ("0"), не более |
0,38мА |
Входной ток ("1"), не более |
20мкА |
Ток потребления (статический), max |
31мА |
Нагрузочная способность |
10 входов ТТЛ (К555) |
Выходной уровень "0" |
< 0,5В |
Выходной уровень "1" |
> 2,7В |
Рабочий диапазон температур |
-10oC..+70oC |
Корпус |
DIP-16 |
Импортный аналог |
74LS193 |