

Типы машиностроительных производств характеризуются следующими значениями коэффициента закрепления операций:
КЗО 1 – массовое производство;
1 КЗО 10 – крупносерийное производство;
10 < КЗО 20 – среднесерийное производство;
20 < КЗО 40 – мелкосерийное производство;
КЗО > 40 – единичное производство;
Таким
образом,
 =
21, мы имеем мелкосерийное производство
и экономически целесообразно является
проектирование гибкого автоматизированного
участка.
=
21, мы имеем мелкосерийное производство
и экономически целесообразно является
проектирование гибкого автоматизированного
участка.
2. Расчет и проектирование межоперационного склада заготовок и деталей
В условиях серийного производства целесообразно использовать для каждой типа деталей отдельный спутник с приспособлением. Детали каждого наименования устанавливаются на спутник с конкретным устройством базирования и закрепления, т.е. каждому наименованию деталей соответствует «свой» спутник. Это позволяет сократить капитальные затраты, связанные с изготовлением дополнительных комплектов оснастки, и уменьшить размер стеллажа для хранения спутников.
Спутник располагается в отдельной ячейке стеллажа. Таким образом, число наименований деталей определяет число ячеек в стеллаже. Минимальное число ячеек стеллажа соответствует числу наименований деталей при условии, что для обработки одного наименования деталей используется один и тот же спутник.
Так как автоматизированные комплексы позволяют обрабатывать широкую номенклатуру деталей, которая может меняться в процессе эксплуатации, то целесообразно иметь запас ячеек в стеллаже (например, 10 %) на случай увеличения числа обрабатываемых деталей, т.е. число ячеек стеллажа принимается:
КСТЕЛ 1,2 Кнаим. = 1,2 ∙ 50 = 62. (2.1)
Определяем габаритные размеры стеллажа.
Необходимо определить размеры, занимаемые партией деталей каждого наименования вместе с ложементом.
Далее необходимо определить размеры спутника из стандартного ряда. Известные число ячеек стеллажа и размеры спутника позволяют определить параметры клеточных стеллажей.
Комплекс (рис. 2.2) включает десять станков (СТ1– СТ10), nСТ = 10 шт., стеллаж-накопитель спутников с ячейками позиции загрузки, разгрузки, контроля, внешний и внутренний штабелеры. Средняя трудоемкость обработки одной детали tОБ = 2,0 ч; средняя месячная программа выпуска деталей одного наименования NНАИМ = 50 шт.; месячный фонд работы одного станка в две смены Ф0 = 305 ч. ; среднее месячное количество наименований деталей (номенклатура), KНАИМ = 28 шт.
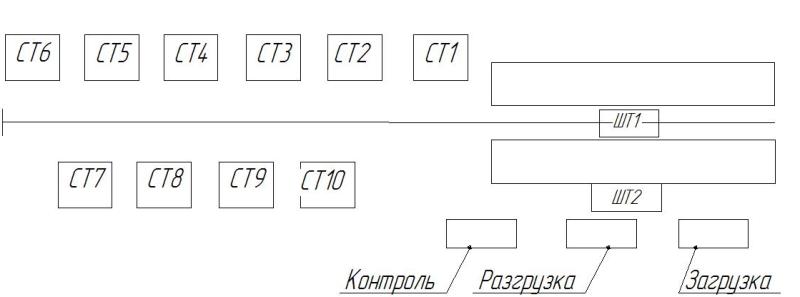 Рисунок
2.1 - План комплекса
Рисунок
2.1 - План комплекса
Так как размеры спутника 500×500×130 мм, m = 50кг то выбираем ячейки для свободного расположения спутника: (АСТ=670 мм, ВСТ=670 мм, Ня=600мм, Нст=1210мм).
Из конструктивных соображений количество ячеек, расположенных по длине стеллажа Y=15шт. Соответственно количество ячеек, расположенных в высоту стеллажа:
 2
шт.
2
шт.
Длина стеллажа определяется по формуле:
 мм.
мм.
Высота стеллажа определяется как:
 (2.2)
(2.2)
где Z – количество ячеек, расположенных в высоту стеллажа; СЯ – высота ячейки; hH – расстояние от пола до первого ряда ячеек.
Масса детали: mдет =50кг
Масса спутника: mспут =300кг
Нагрузка на одну ячейку будет: мнагр = 50 + 300 = 350кг
Площадь
одной ячейки S=670 ∙ 670 = 44890 0,4489
0,4489 тогда удельная масса будет:
тогда удельная масса будет:
 1,5 т/м2
(2.3)
1,5 т/м2
(2.3)