

2 Цикл низкого давления с турбодетандером
возможность повышения эффективности расширения газа в детандере заключается в использовании турбодетандеров вместо поршневых машин. Акад. П. Л. Капицей был создан одноступенчатый турбодетандер, обладающий при низких температурах высоким коэффициентом полезного действия (г|дет = 0,8).
Метод Капицы.
Цикл низкого давления.
Детандерные циклы основаны на расширение газов с совершением внешней работы.
Использование турбокомпрессора.
1-2-сжатие газа в турбокомпрессоре
2-3-охлаждение газа в холодильнике
3-4-политропа расширения в турбодетандере
3-5-сжижение газа в конденсаторе
5-6-дросселирование
6-4-1-нагревание до первоначального состояния
Достоинства:
1.упрощается установка
2.повышается холодопроводность
3.уменьшается расход электроэнергии
В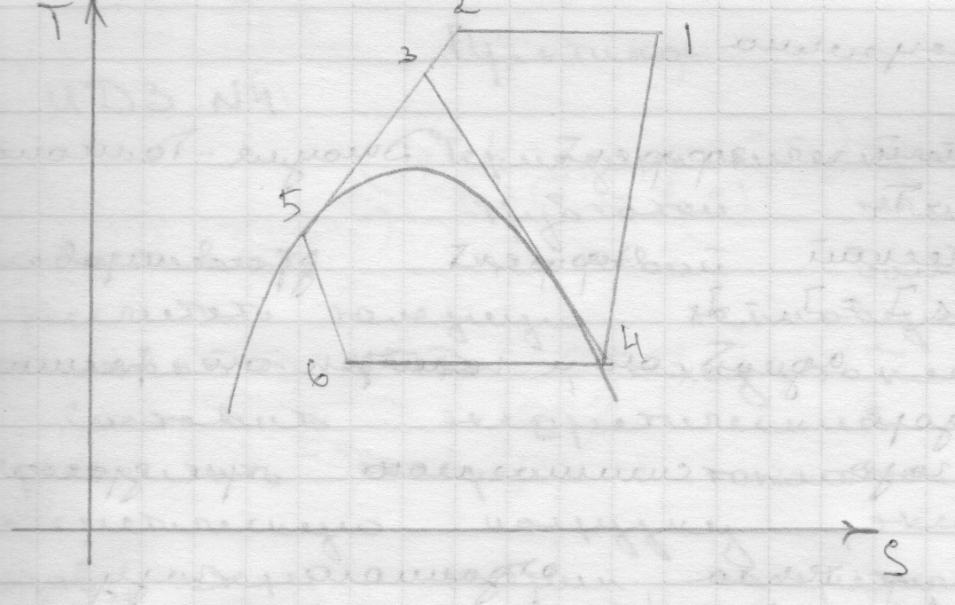 цикле низкого давления газ сжимается
в турбокомпрессоре / (по изотерме
1—2)
приблизительно
до 59-10* н1мг
(6 ат)
(при сжижении
воздуха), после чего охлаждается при
том же давлении в регенераторе ///. На
выходе из теплообменника поток газа
делится на две части. Меньшая часть газа
направляется в регенератор IV,
где охлаждается
до более низкой температуры, при которой
происходит сжижение газа (процесс
охлаждения и сжижения изображается
линией 3—3'—5).
Сжиженный газ проходит через дроссель
V,
в котором
расширяется до первоначального давления
(линия 5—6).
цикле низкого давления газ сжимается
в турбокомпрессоре / (по изотерме
1—2)
приблизительно
до 59-10* н1мг
(6 ат)
(при сжижении
воздуха), после чего охлаждается при
том же давлении в регенераторе ///. На
выходе из теплообменника поток газа
делится на две части. Меньшая часть газа
направляется в регенератор IV,
где охлаждается
до более низкой температуры, при которой
происходит сжижение газа (процесс
охлаждения и сжижения изображается
линией 3—3'—5).
Сжиженный газ проходит через дроссель
V,
в котором
расширяется до первоначального давления
(линия 5—6).
Большая часть газа после регенератора /// поступает в турбодетан-дер VI, и расширяясь (линия 3—4), совершает внешнюю работу. Выходящий из турбодетандера охлажденный газ смешивается с той частью газа, которая после процесса дросселирования остается несжиженной (точка 4). Смесь газов проходит последовательно регенераторы IV и ///, где отнимает тепло от сжатого в турбокомпрессоре газа и нагревается до первоначальной температуры (изобара 4—1).
3 Способы защиты от коррозии.
Известно большое количество способов защиты металлических поверхностей от коррозионного воздействия среды. Наиболее распространенными являются следующие:
1. Гуммирование – защитное покрытие на основе резиновых смесей с последующей их вулканизацией. Покрытия обладают эластичностью, вибростойкостью, химической стойкостью, водо- и газонепроницаемостью. Для защиты химического оборудования применяют составы на основе натурального каучука и синтетического натрий-бутадиенового каучука, мягких резин, полуэбонитов, эбонитов и других материалов.
2. Торкретирование – защитное покрытие на основе торкрет-растворов, представляющих собой смесь песка, кремнефторида натрия и жидкого стекла. Механизированное пневмонанесение торкрет-растворов на поверхность металла позволяет получить механически прочный защитный слой, обладающий высокой химической стойкостью ко многим агрессивным средам.
3. Лакокрасочные покрытия – широко применяются для защиты металлов от коррозии, а неметаллических изделий – от гниения и увлажнения.
Представляют собой жидкие или пастообразные растворы смол (полимеров) в органических растворителях или растительные масла с добавлением к ним тонкодисперсных минеральных или органических пигментов, наполнителей и других специальных веществ. После нанесения на поверхность изделия образуют тонкую (до 100÷150 мкм) защитную пленку, обладающую ценными физико-химическими свойствами. Лакокрасочные покрытия для металлов обычно состоят из грунтовочного слоя, обладающего антикоррозионными свойствами и внешнего слоя – эмалевой краски, препятствующей проникновению влаги и агрессивных ионов к поверхности металла. С целью обеспечения хорошего сцепления (адгезии) покрытия с поверхностью ее тщательно обезжиривают и создают определенную шероховатость, например, гидро- или дробе- и пескоструйной обработкой.
4. Лакокрасочные покрытия термостойкие – покрытия способные выдерживать температуру более 100 °С в течение определенного времени без заметного ухудшения физико-механических и антикоррозионных свойств. В зависимости от природы пленкообразующего компонента различают следующие виды лакокрасочных покрытий термостойких:
− этилцеллюлозные – при 100 °С;
− алкидные на высыхающих маслах – при 120−150 °С;
− фенольно-масляные, полиакриловые, полистирольные – при 200 °С;
− эпоксидные – при 230÷250 °С;
− поливинилбутиральные – при 250−280 °С;
− полисилоксановые, в зависимости от типа смолы – при 350−550 °С, и
др.
5. Латексные покрытия – на основе водных коллоидных дисперсий каучукоподобных полимеров, предназначенных для создания бесшовного, непроницаемого подслоя под футеровку штучными кислотоупорными изделиями или другими футеровочными материалами. Латексные покрытия обладают хорошей адгезией со многими материалами, в том числе и с металлами.
Они применяются в производствах фосфорной, плавиковой, кремнефтористо-водородной кислот, растворов фторсодержащих солей при температуре не более 100 °С.
6. Футерование химического оборудования термопластами. Защитное действие полимерных покрытий и футеровок в общем случае определяется их химической стойкостью в конкретной агрессивной среде, степенью непроницаемости (барьерная защита), адгезионной прочностью соединения с подложкой, стойкостью к растрескиванию и отслоению, зависящей от внутренних механических свойств полимера и подложки, неравновесностью процессов формирования защитных слоев и соединений.
Наибольшее распространение при футеровании химического оборудования получили листы и пленки из полиэтилена (ПЭ), полипропилена (ПП), поли-тетрафторэтилена (ПТФЭ), поливинилхлорида (ПВХ), пентапласта (ПТ) и других композиционных материалов. Для повышения физико-механических и защитных свойств, износостойкости листовые футеровочные материалы наполняют минеральными наполнителями (сажа, графит, сернокислотная об-работка, ионная бомбардировка и др.). Для повышения адгезионной активности по отношению к клеям листовые материалы дублируют различными тканями.
Правильно выбранный способ антикоррозионной защиты позволит обеспечить максимальную долговечность защиты химического оборудования в конкретных условиях его эксплуатации.
7. Снижение содержания углерода, вследствие чего уменьшается карбидообразование по границам зерен. Менее чувствительные стали с содержанием углерода менее 0,3 %.
8. Применение закалки в воду с высоких температур. При этом карбиды хрома по границам зерен переходят в твердый раствор.
9. Применение стабилизирующего отжига при 750-900 °С, при этом происходит выравнивание концентрации хрома по зерну и по границам зерен.
10. Легирование сталей стабилизирующими карбидообразующими элементами – титаном, ниобием, танталом. Вместо карбидов хрома углерод связывается в карбиды титана, тантала, ниобия, а концентрация хрома в твердом растворе остается постоянной.
11. Создание двухслойных сталей – аустенитно-ферритных. Точечная и язвенная коррозия нержавеющих сталей часто встречается при эксплуатации изделий в морской воде. Это связано с адсорбцией хлор-ионов на некоторых участках поверхности стали, вследствие чего происходит локализация коррозии. Легирование молибденом резко увеличивает сопротивляемость металла действию хлор-ионов.