

2. Технологическая схема производства аммофоса.
Процесс получения фосфатов аммония основан на реакциях аммонизации:
H3PO4+NH3г=NH4H2PO4тв.+147 кДж,
H3PO4+2NH3=(NH4)2 HPO4+215 кДж.
Схема получения аммофоса с использованием распылительных сушилок приведена на рис. 4.9.
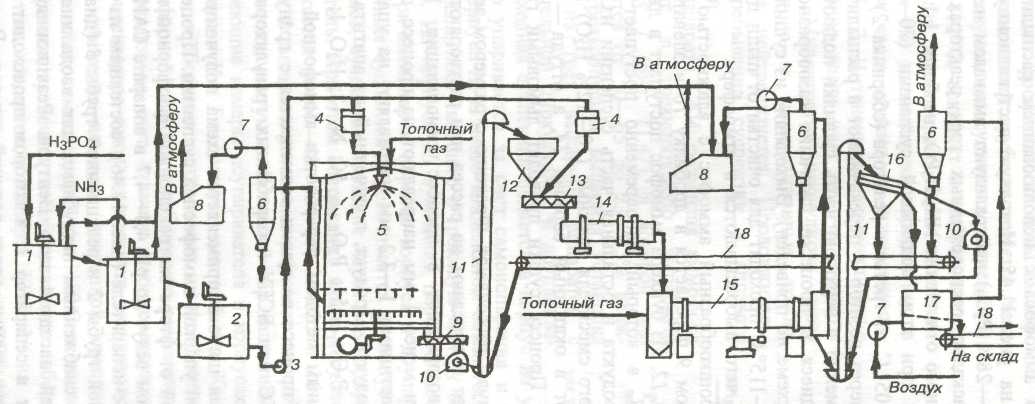
Рис. 4.9. Схема получения аммофоса с использованием распылительной сушилки:
1 — реактор-сатуратор; 2 —сборник суспензии; 3 — центробежный насос; 4 — дозатор суспензии; 5 — распылительная сушилка; 6 —циклон; 7—вентилятор; 8—абсорбер; 9 — шнек; 10 — дробилка; 11 — элеватор; 12 — бункер; 13 — двухлопастный смеситель; 14 — окаточный барабан; 15 — барабанная сушилка; 16 — двухситный грохот; 17 — холодильник КС; 18 — транспортер.
Исходную экстракционную фосфорную кислоту (22—28% Р2О5) нейтрализуют аммиаком непрерывным способом в каскадно расположенных трех реакторах1, 2 при 80—115° С до молярного отношения NH3:H3PO4 не более 1,1 (рН<5). Часть образующейся при этом подвижной суспензии (70—80%) с температурой 100—105° С из третьего реактора (сборника 2) центробежным насосом 3 через дозатор 4 перекачивают в распылительную сушилку 5. Одновременно в верхнюю часть сушилки подают топочные газы, образующиеся в процессе сжигания газообразного или жидкого топлива (в схеме не приведен). Выходящие из сушилки газы с температурой 100—115° С проходят для очистки от пыли циклон 6 и абсорбер 8, после чего выбрасываются в атмосферу.
Высушенный порошкообразный аммофос с влажностью до 1% после сушилки шнеком 9 передается в дробилку 10 и элеватором 11 загружается в бункер 12. Из бункера аммофос поступает в двухлопастный смеситель 13, в который одновременно поступает мелкая фракция целевого продукта и остальная часть суспензии из реакторов. Из двухлопастного смесителя влажные (10—12% H2O) гранулы аммофоса направляют в окаточный барабан 14, а оттуда — в барабанную сушилку 15. Процесс сушки проводят дымовыми газами с температурой 350° С.
Высушенные гранулы рассеивают. Фракцию с размером зерен более 3,2 мм измельчают и передают на рассев или растворяют в фосфорной кислоте и возвращают в процесс аммонизации. Мелкую фракцию с частицами менее 1 мм направляют на процесс грануляции, а фракцию с частицами 1—3,2 мм направляют на упаковку в качестве целевого продукта.
3 Особенности механического расчета авд
Цилиндрические обечайки, работающие под внутренним давлением. Исходными данными для расчета толщины стенки цилиндрической обечайки обычно являются внутренний диаметр, внутреннее давление, перепад температур по толщине стенки ∆Т и механические свойства материала сосуда при рабочей температуре стенки — предел текучести или предел прочности при растяжении.
Материал сосуда подбирают в зависимости от температурного режима работы и способа изготовления аппарата, коррозионной активности среды. Расчеты выполняют либо по максимальным упругим напряжениям, либо по предельным нагрузкам.
Расчет на прочность сосудов и АВД имеют некоторые особенности, связанные с тем, что толщина стенки у них значительна и нельзя пренебрегать неравномерным распределением напряжения в радиальном направлении.
В цилиндрическом сосуде, закрытом с торцов крышками и находящийся под внутреннем давлением действуют:
- кольцевое напряжение
- осевое напряжение
- радиальное напряжение
Кольцевые и осевые - растягивающие напряжения, а радиальное - сжимающее напряжение.
Осевое - равномерное распределено по толщине стенки
σ = Р· R2вн · (R2в -R2вн)
Rв - внешний радиус цилиндра
Rвн - внутр. Радиус цилиндра
Р- внутр. Давление
Радиальное - достигает наибольшей величины на внутренней стенке аппарата
σr =-Р - условие выполняется на внутренней стенке аппарата
σr = 0 - внеш. Стенка
Кольцевое - достигает наибольшей величины на внутр. стенке и рассчитывается:
σк вн = Р · (R2в +R2вн)/( R2в -R2вн)
σк в = Р · 2Rв
В действующих в настоящее время нормах расчета толщина стенки сплошной обечайки равна:
S= 0.5 · Dвн · (β-1) + С + С1
Dвн - внутр диаметр
β -коэф. толстостенности
С - прибавка на коррозию
С1 - конструкционная прибавка
β = Dв/ Dвн
Dв = β · D + 2C+ С1
Lg β = P/ σ · φ
φ - коэффициент прочности сварного шва
Для цельнокованых и многослойных аппаратов φ =1
Для штампосварных φ =0.95 (из низколегированных сталей)
Среднелегированных сталей - φ =0.85
Конструктивную прибавку С1 принимают в зависимости от технологии изготовления аппарата и допуска на разностенность и отклонение от внутр. и внеш. Диаметров
Толщина плоских и выпуклых днищ определяется по формуле:
S = 0.45 · D · √P/ [σ] · ψ) + С + С1
ψ - коэф. ослабления днища отверстия
ψ = 1+ ∑di/D
∑di- максимальная сумма диаметров отврстия
Влияние температурных напряжений. Возникают в следствие неравномерного нагрева стенки толстостенного аппарата, когда температура внутри аппарата выше, чем снаружи, внутренние более нагретые слои металла, испытывают сжимающее действие со стороны более холодных внешних слоев. Поэтому на внутр. стенке появляется сжимающее напряжение, а на внешней - растягивающее.
Кольцевые температурные напряжения на внутренней и наружной поверхностях определяют по формулам Лоренса