

7. Ножевые валы
Ножевые валы применяют на станках, обрабатывающих древесину методом продольного фрезерования, например на фуговальных, рейсмусовых, строгальных четырехсторонних продольно-фрезерных.
Ножевой вал 2 (рис. 15,а) изготовляют из стали. Конструкция его предусматривает возможность закрепления на нем ножей 4 и придания им вращательного движения. Вал делается с пазами для размещения ножей и устройств для их закрепления. У кон-
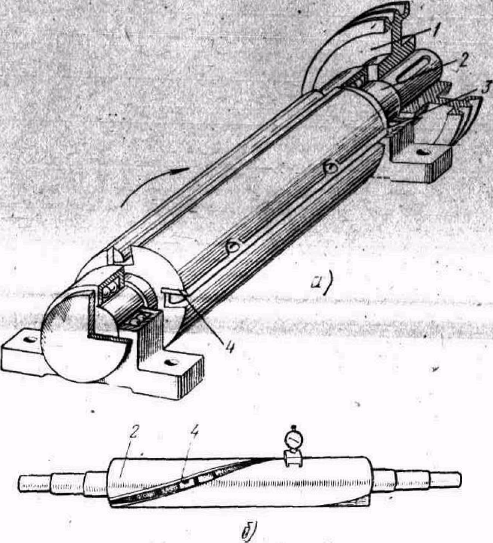
Рис. 15. Ножевые валы:
а – с прямолинейным расположением ножей, б – с ножами, установленными по винтовой линии; 1 – шкив, 2 – вал, 3 – подшипник, 4 – нож
цов вала расположены шейки, которыми вал устанавливается в подшипниках 3. На одном конце вала укреплен шкив / для передачи' вращательного движения. Иногда вместо шкива ставят полумуфту для непосредственного соединения ножевого вала с валом электродвигателя. В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала.
В рейсмусовых станках СР6-8 на ножевой вал (рис. 15,6) ставят плоские серповидные ножи, режущие кромки которых расположены на цилиндрической поверхности вала по винтовым лини-
ям. Ножевой вал с такими ножами отличается .плавностью работы, так как рабочая часть режущей кромки имеет наименьший (почти, постоянный, по времени) контакт с обрабатываемой древесиной. Обработанная такими ножами поверхность имеет меньшую шероховатость.
Ножевые валы делают 6000 и больше оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на 'Противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки и к поломке элементов станка.
Ножевые валы. рассчитаны на закрепление одной, двух и большего количества пар ножей. Способы крепления ножей показаны на рис. 16. Ножи -3 установлены в пазах вала. Каждый нож за*
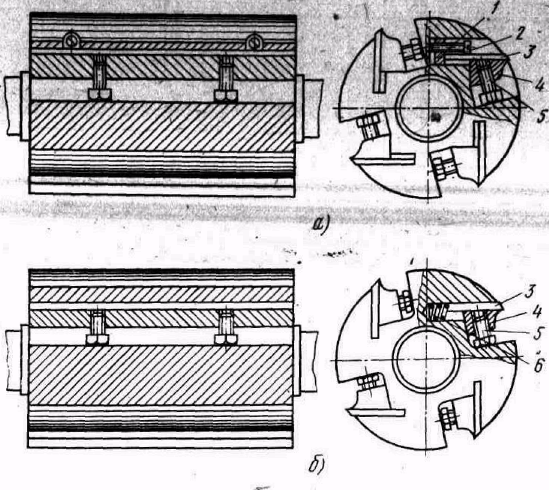
Рис. 16. Способы выдвижения ножей винтами (а) и пружинами (б):
/ — упорная планка, 2 — винт, 3 — нож, 4 — клиновидный вкладыш, 5 — Г'Олт, 5 — пружина
жат между стенкой паза и клиновидным вкладышем 4 болтами 5, которые при вывертывании из вкладышей упираются головками в стенку паза, противоположную ножу. Для равномерного зажима ножа -предусмотрено несколько болтов, распределенных по всей длине вала.
При снятии затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их,
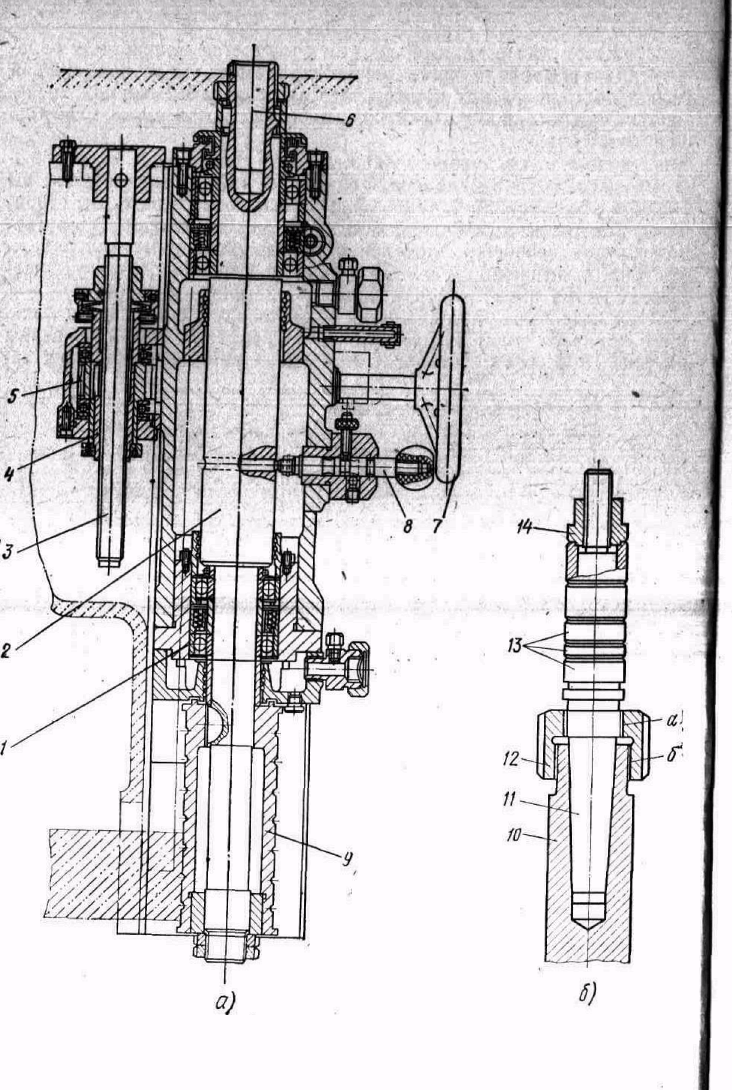
Рис. 17. Шпиндель в сборке:
Рис.
18. Схема составного
шпинделя:
/
— сверло, 2 — подвижная
часть шпинделя, 3
—
стакан,
4
—
шкив, 5, 7 — подшипники,
6
—
верхняя часть
шпинделя, 8
—
рукоятка
рычага
то же, на шпинделе)
затягивая в несколько приемов все болты, начиная каждый раз с середины вала. Для изменения положения режущей кромки ножа при его установке применяются или винты 2 с упорными планками / (рис. 16,а), или пружины 6 (рис. 16,6).