

10.7. Лазерное резание
Перспективным является применение для резания древесины и древесных материалов устройств на основе оптических квантовыхгенераторов-лазеров.
В общем случае лазер состоит из активного вещества, помещенного в оптический резонатор, и источника возбуждения. В активном веществе происходит преобразование энергии, поступающей от источника возбуждения, в монохроматическое (с неизменной длиной волны) когерентное (согласованное по фазе) излучение светового диапазона, а в оптическом резонаторе — накопление световой энергии и формирование узконаправленного излучения. В результате использования свойств лазерного луча возможно осуществлять узколокализованный нагрев обрабатываемого материала до очень высоких температур, вызывая в нем разрушение. Древесина и древесные материалы в зоне воздействия лазерного луча превращаются в нагретые газы.
Схема технологической лазерной установки для раскроя листовых древесных материалов
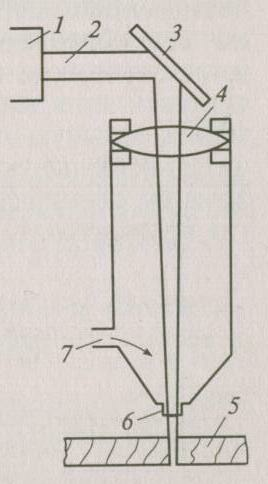
Рис. 4. Схема лазерной установки для раскроя
листовых древесных материалов.
показана на рис. 43. Газовый (активное
вещество — СО^) лазер 7 мощностью 200 Вт образует пучок лучей 2 диаметром 15 мм, который с помощью системы зеркал 3 и линз 4 концентрируется и направляется на обрабатываемую заготовку 5. Для быстрого удаления продуктов сгорания обрабатываемого материала из зоны резания через сопло 6 с большой скоростью выбрасывается инертный газ, подаваемый через штуцер 7. Перемещение лазерного луча (режущего инструмента) относительно заготовки осуществляется автоматически по программе.
Технологические возможности установок для лазерного резания характеризуются потерями древесины (ширина образуемой щели) и производительностью резания (скорость перемещения луча относительно материала). Для тонких листовых материалов ширина щели составляет 0,3...0,4 мм, для фанеры толщиной 18 мм — 0,7 мм. Поскольку лазерный луч приобретает способность разделения древесины лишь в зону фокуса, деление толстых образцов (50 см и более) затруднено. Может '| потребоваться многократный проход луча через материал по анало- 1 гии с последовательным углублением зубьев пилы в дно пропила.
Применение лазера для раскроя листовых и плитных древесных материалов обеспечивает высокое качество поверхностей кромок и минимальные потери материала на разделение при получении чистовых деталей различной конфигурации (без припусков на дальнейшую обработку). Отходы в виде твердых опилок отсутствуют, устраняется шум и выделение пыли, расширяются возможности автоматизации технологической операции. Следует, однако, учитывать большую энергоемкость процесса лазерного деления (значительно большую, чем лезвийного резания), дороговизну оборудования, ограниченную сферу технологического применения и другие недостатки.
Производительность лазерного деления различных древесных материалов*, пог. м/мин
Древесина мягких пород толщиной, мм:
|
|
6,35...................................................................................
|
........ 3,15
|
12,70...................................................................
|
........ 1,27
|
25,40
|
........ 0,56
|
Древесина твердых пород толщиной, мм:
|
|
6,35,
|
........ 2,82
|
12,70,
|
........ 1,18
|
25,40
|
........ 0,44
|
Фанера на основе фенольных смол
|
|
толщиной 12,70 мм
|
........ 0,51
|
Древесно-стружечные плиты толщиной 12,70 мм.............
|
........ 0,41
|
Древесно-волокнистые плиты, твердые
|
|
закаленные, толщиной 12,70 мм.
|
........ 0,33
|
* Мощность лазера 240 Вт.
|
|