

Регуляторы подачи электрода-инструмента
Они служат для поддержания размера МЭП в течении времени обработки. Исполнительный механизм 1 (рис. 1.26) перемещает электрод инструмент к заготовке или от нее в зависимости от сигнала из МЭП 5. Сигнал о положении электрода-инструмента относительно обрабатываемой поверхности снимают с помощью измерительного преобразователя 4 и подают его в блок сравнения 3. В нем заранее устанавливают опорный сигнал, который служит базой для сравнения. Если поступающий сигнал отличается от опорного, то их разность передается через усилитель 2 и далее с учетом знака на исполнительный механизм 1, перемещающий электрод инструмент. Величина перемещения зависит от значения поступившего сигнала. Зажим 6 и 7 служат для подключения генератора импульса. При этом величина опорного сигнала задается жестко и не зависит от изменяющихся условий обработки, что не обеспечивает оптимального режима. Поэтому используют экстремальные схемы регуляторов.
Экстремальные схемы регуляторов (рис. 1.27).
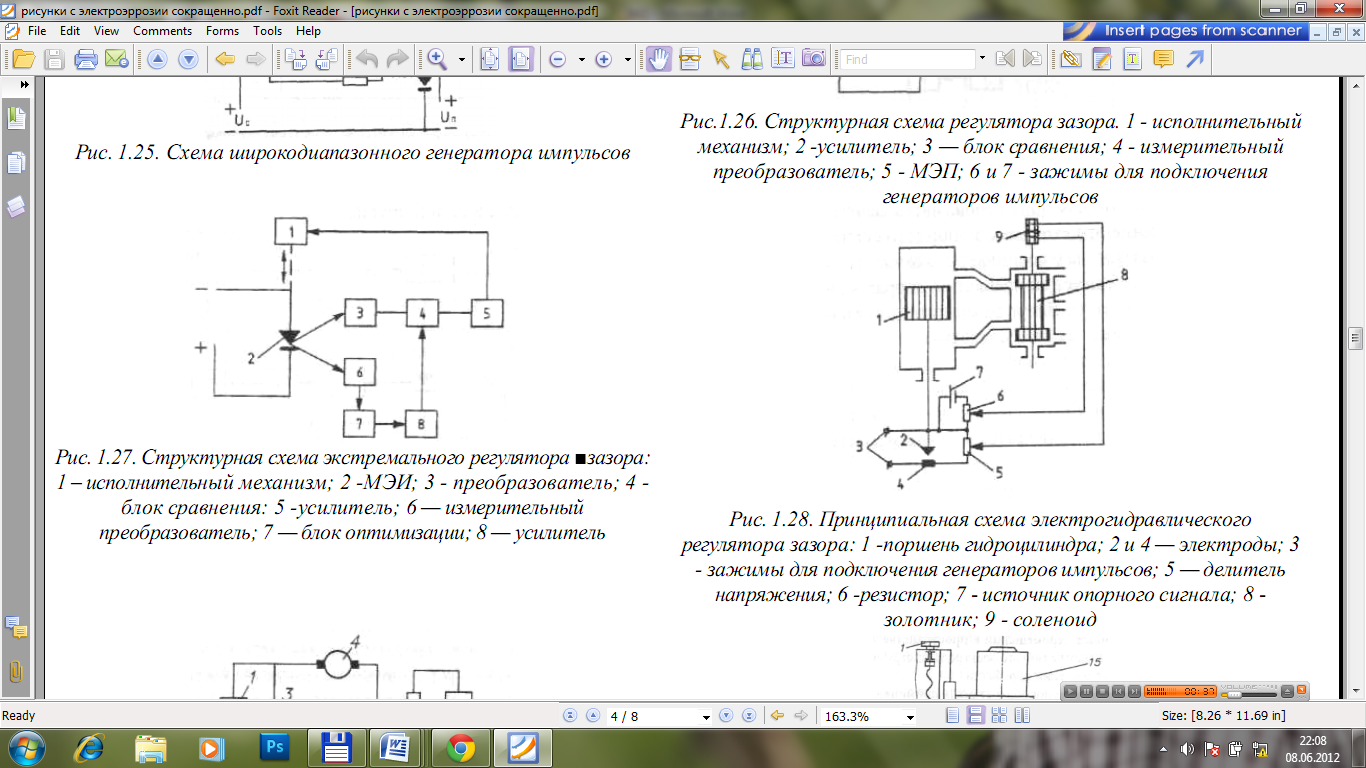
В нем сигнал подается не только на исполнительный механизм 1, но и через измерительный преобразователь 6 на блок активизации 7. С помощью него учитываются реальное состояние МЭП 2 и проводится корректировка управляющего сигнала для обеспечения наибольшего технологического показателя. Далее сигнал поступает на усилитель 8 и на измерение опорного сигнала в блоке сравнения 4. В качестве сигнала, который несет информацию о размере зазора, могут использоваться значения напряжения на электродах, его среднее значение или мгновенное, средняя сила тока в цепи электродов, сопротивление среды. Блок сравнения опорного и входного сигналов имеет источник опорного сигнала и схему сравнения, которые можно разделить на резистивные и стабилитронные. В первом случаи сравнение сигналов происходит на резисторе, который включен между входным сигналов и сигналом с эталонного источника. Во втором сравнение напряжения происходит на накопителе-конденсаторе с заданным напряжением, которое зафиксировано стабилитроном. Усилители бывают двух типов электрические и гидравличесие (применяют в тяжелых станках, с массой электрода-инструмента свыше 30 кг, а также в многоконтурных станках с несколькими рабочими головками). Различают следующии типы регуляторов зазора:
Электрогидравлические (рис. 1.28). Импульсный ток от генератора через зажимы 3 поступает на электроды 2 и 4, напряжение с которых снимается через делитель напряжения 5. Полученный сигнал сравнивается с сигналом на резисторе 6, подключенном к опорному источнику 7. Полученный таким образом управляющий сигнал поступает на обмотку соленоида 9, перемещающего золотник 8. В результате масло под давлением поступает в верхнюю или нижнею часть гидроцилиндра, перемещая поршень 1 со штоком которого связан электрод-инструмент 2. Преимущества регулятора отсутствие люфтов. Недостаток – высокая стоимость изготовления и сложность наладки.
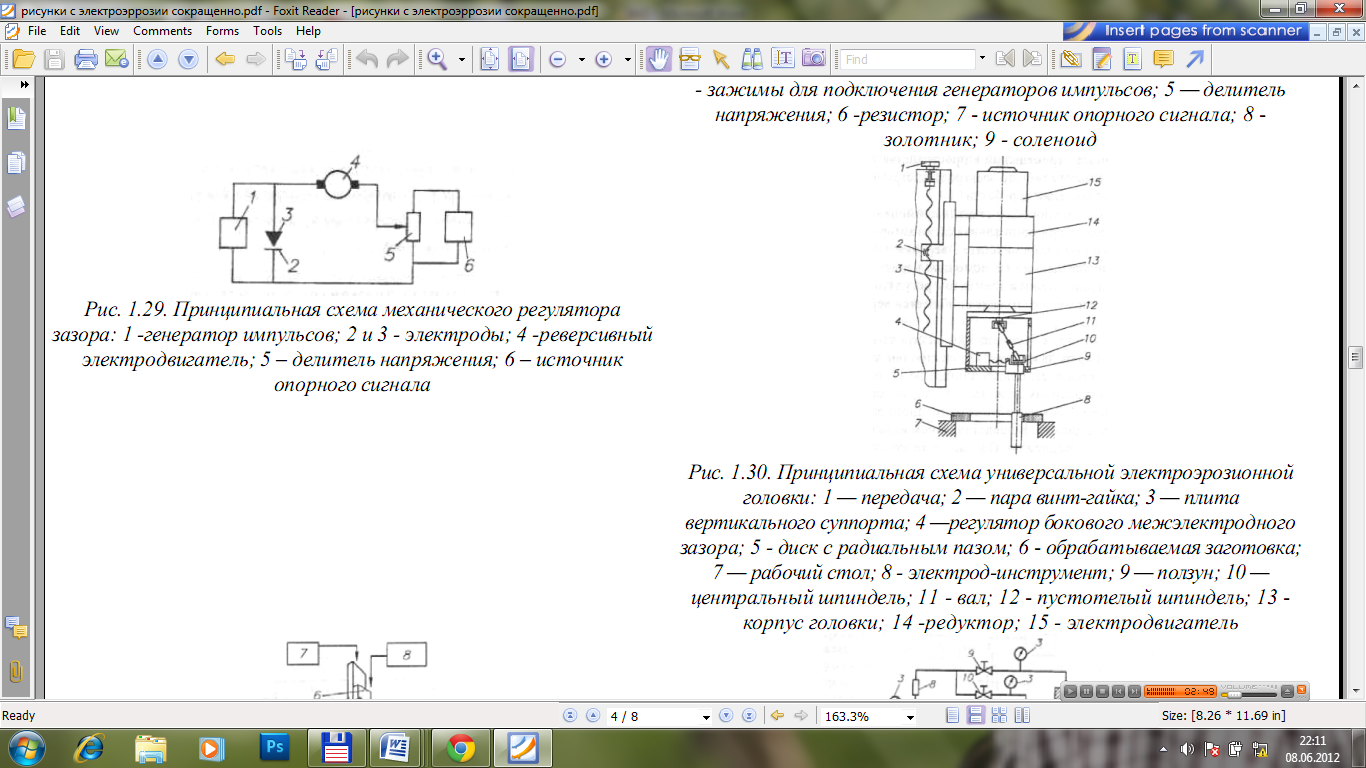
Электромеханический регулятор зазора (рис. 1.29). От генератора 1 импульсы напряжения поступают на электроды 2 и 3, параллельно которым подключена часть делителя напряжения 5. Сюда же поступает напряжение от источника 6 опорного сигнала. Если между сигналами с электродов и источника 6 возникнет различие, то через обмотку двигателя 4 потечет ток и якорь придет во вращение, направление которого зависит от знака разностного напряжения. Якорь механически связан с микровинтом, который поступательно перемещает гайку, жестко связанную с электродом-инструментом.
В экстремальных регуляторах поддерживается режим максимальной производительности, как функции МЭП. Более распространены регуляторы, у которых процесс оптимизирует по косвенным параметрам (например, по отношению чисел рабочих и холостых импульсов). Регулятор поддерживает такой размер зазора, при котором это отношение максимально. Регуляторы зазора с такими системами называют адаптивными.