Качество поверхности при ээо
На рисунке 1.18 показано изменение диаметра и глубины по сравнению с теми же параметрами после единичного разряда. Эта разница зависит от расстояния l между центрами соседних лунок. для оценки взаимного влияния импульсов применяют коэффициент перекрытия β, который выражается по формуле:

Из рисунка 1.18 видно, что параметр Rz поверхности будет вычеслятся как:
Если принять что размеры всех лунок одинаковы, то высоту микронеровностей можно определить по формуле:

 – коэффициент, зависящий от режимов
обработки, материалов инструментов, их
размеров, вида и состояния рабочей
среды.
– коэффициент, зависящий от режимов
обработки, материалов инструментов, их
размеров, вида и состояния рабочей
среды.
 – для твердых сплавов для чистовых
режимов
– для твердых сплавов для чистовых
режимов
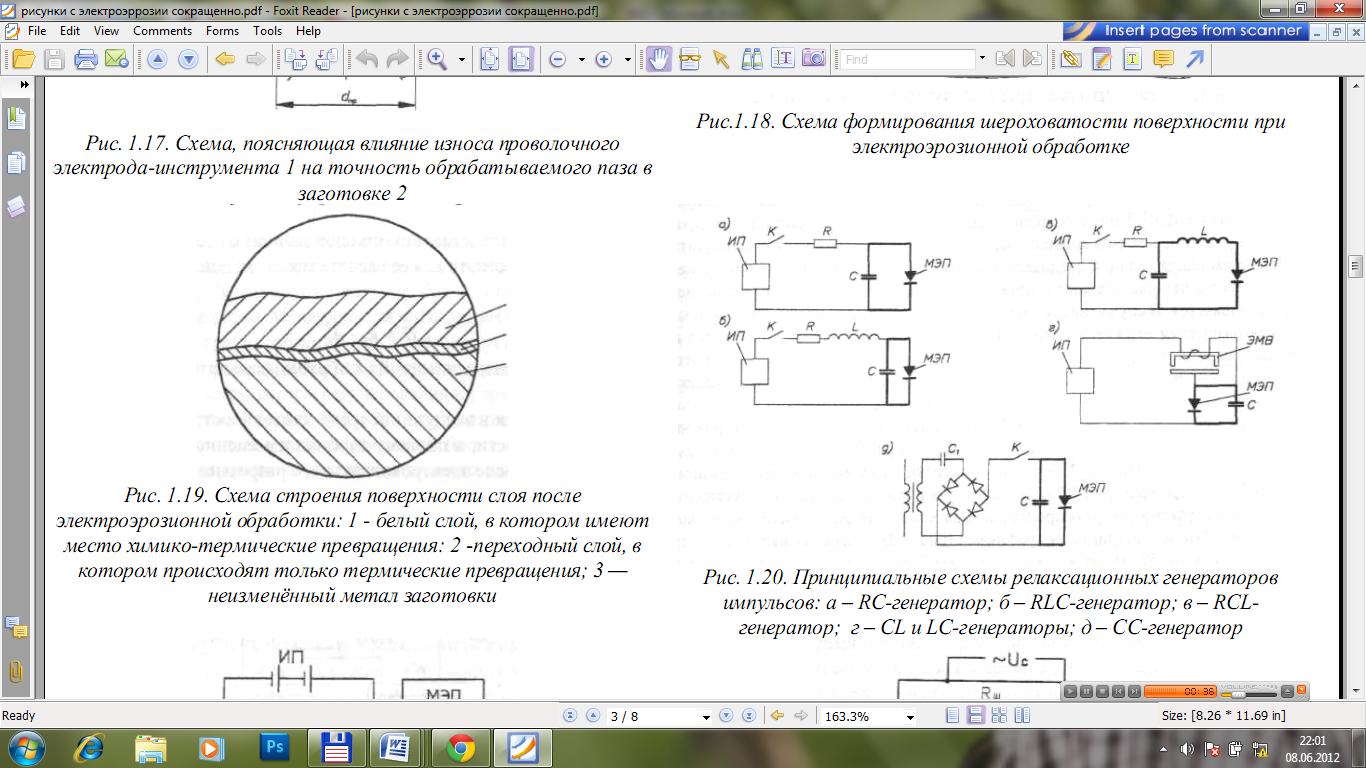
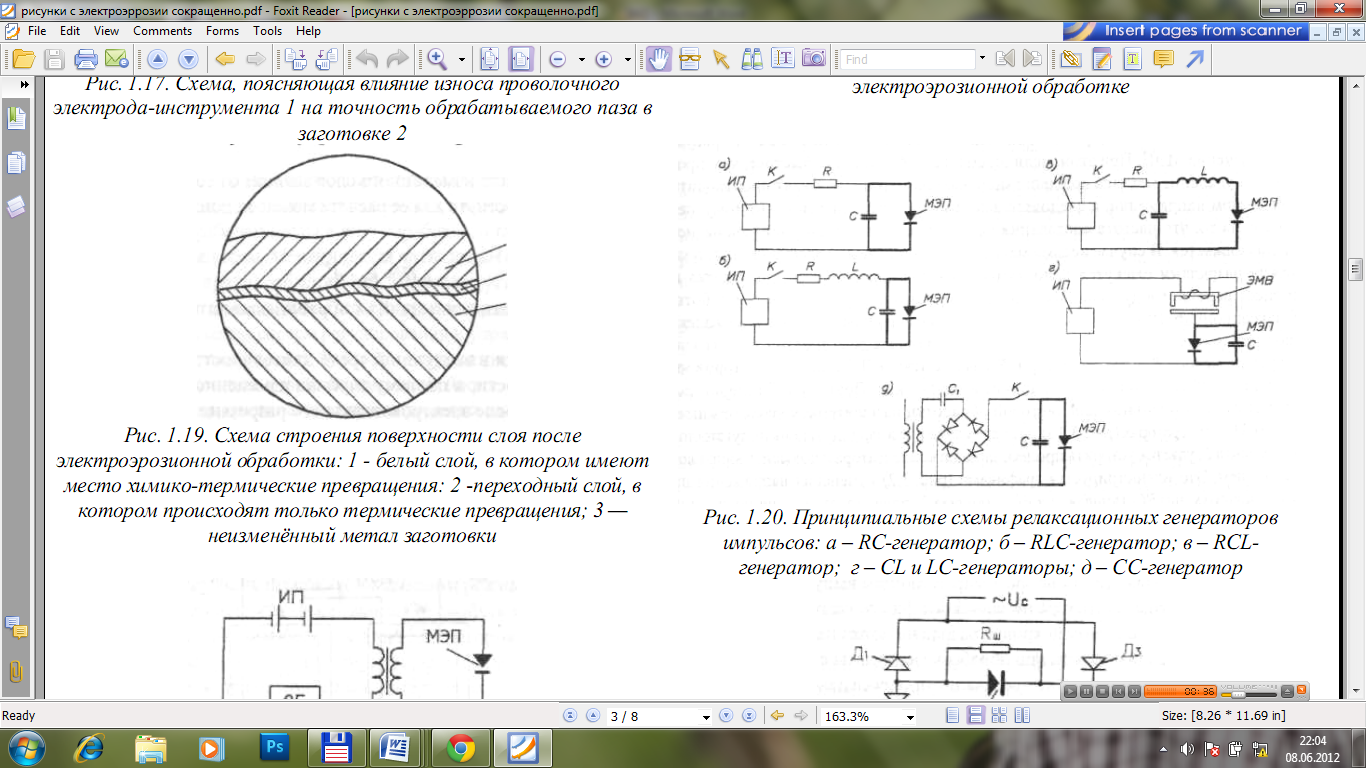
При ЭЭО нарушенный поверхностный слой формируется за счет части расплавленного металла, оставшегося на поверхности лунки и прилегающего к ней слоя металла со структурными изменениями из-за быстрого охлаждения и нагрева металла. Измененная зона, образуемая слоем 1 (рис. 1.19) содержит продукты диэлектрика, углевод и элементы, входящие в состав электрода-инструмента. Когда обработка ведется длительными импульсами, то вначале нагревается и плавится металл на поверхности, а затем теплота распространяется вглубь и для нагрева сердцевины заготовки требуется время. Оно значительно выше длительности заряда, поэтому возникает большая разница температур по глубине. Наружные слои расширяются больше, однако, вначале разряда металл не обладает достаточной пластичностью, что вызывает внутреннее напряжение и приводит к образованию трещин. Толщина измененного слоя значительно больше высоты неровности. Для расчета глубины измененного слоя пользуются зависимостью:

 – коэффициент зависящий от материала
заготовки, он принимается в пределах
1,8-4
– коэффициент зависящий от материала
заготовки, он принимается в пределах
1,8-4
При обработке на воздухе длительность импульсов больше, что увеличивает глубину измененного слоя. Для ЭЭО характерно повышенная твердость поверхности при вязкой сердцевине, что увеличивает износостойкость поверхности. А лунки на ней выполняют роль микрокарманов, удерживающих смазку.
Электроэрозионное оборудование
Кроем механической части оно имеет генератор импульсов, систему очистки и подачи диэлектрика, средства для управления и регулирования процессов.
Генераторы импульсов
Они бывают:
Релаксационные
Магнитонасыщенные
Ламповые
Полупроводниковые
Релаксационные генераторы. У них параметры импульса определяются состоянием МЭП. Это RC генераторы (рис. 1.20а), RLC, RCL, CL, LC, CC. Все они содержат зарядную и разрядную цепи. В зарядной цепи установлены источник питания (ИП), и выключатель (К). В RC? RCL и RLC предусмотрен тока ограничивающий резистор R. Разрядная цепь содержит конденсатор С и МЭП. В RLC и RCL цепи в разрядную цепь включен индуктивный элемент L.
Принцип работы RC генератора. При замыкании выключатель К, конденсатор С через резистор R заряжается от ИП. В результате напряжение на конденсаторе С и в МЭП повышается, когда оно достигает пробивного для данного размера МЭП происходит его пробой и энергия, запасенная в МЭП, выделяется с конденсатора С, напряжение на котором падает и разряд через МЭП прекращается. После этого начинается период деионизации МЭП, то есть восстановление его диэлектрической прочности и возобновляется зарядка конденсатора С. Время этого процесса определяется как:

Оно должно быть больше периода деионизации МЭП, иначе возможен переход импульсного разряда в дуговой.
По мере удаления металла с поверхности заготовки расстояние между электродами возврастает до величины, при котором напряжения не достаточна для разряда, поэтому для поддержания процесса необходимо сближать электроды до требуемого значения МЭП. При малых расстояниях между электродами паузы между разрядами могут быть недостаточными для деионизации промежутка и процесс переходит в дуговой. То есть режим работы RC генератора определяется физическим состоянием МЭП. Их КПД не больше 25%, а мощность не более 7 кВт.
Ламповые генераторы (рис. 1.21). Параметры генератора не зависят от физического состояния МЭП, поэтому искровой разряд не переходит в дуговой, что позволяет реализовывать импульсы с частотой до 20 кГц. Недостатками являются низкий КПД и высокое напряжение питания.
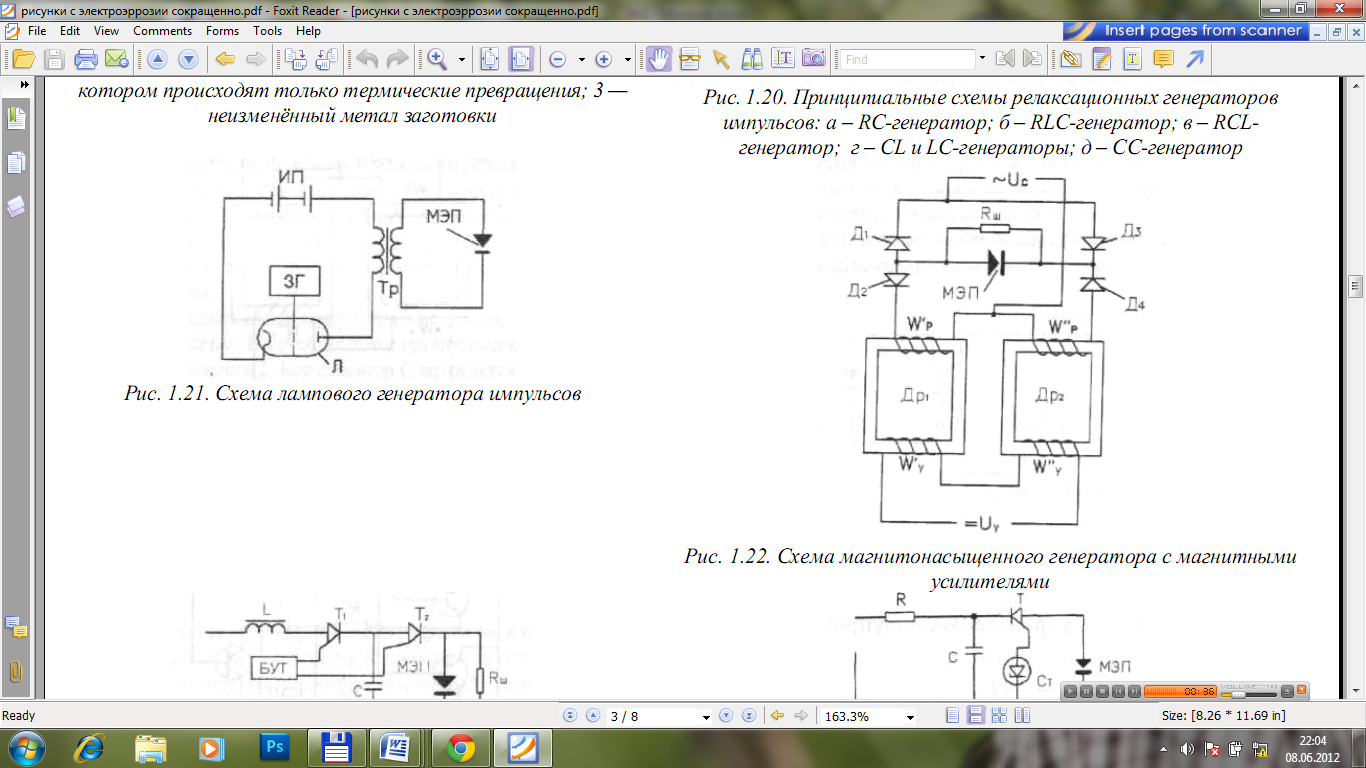
Магнитонасыщенные генераторы (рис. 1.22). В сравнении с ламповыми обеспечивают более высокую энергию импульса. Наиболее распространены генераторы с магнитными усилителями. Они просты и надежны в работе, однако, частота следования импульсов зависит от частоты питающего сетевого напряжения и не превышает 150 Гц, что применимо только для черновой обработки на грубых режимах.
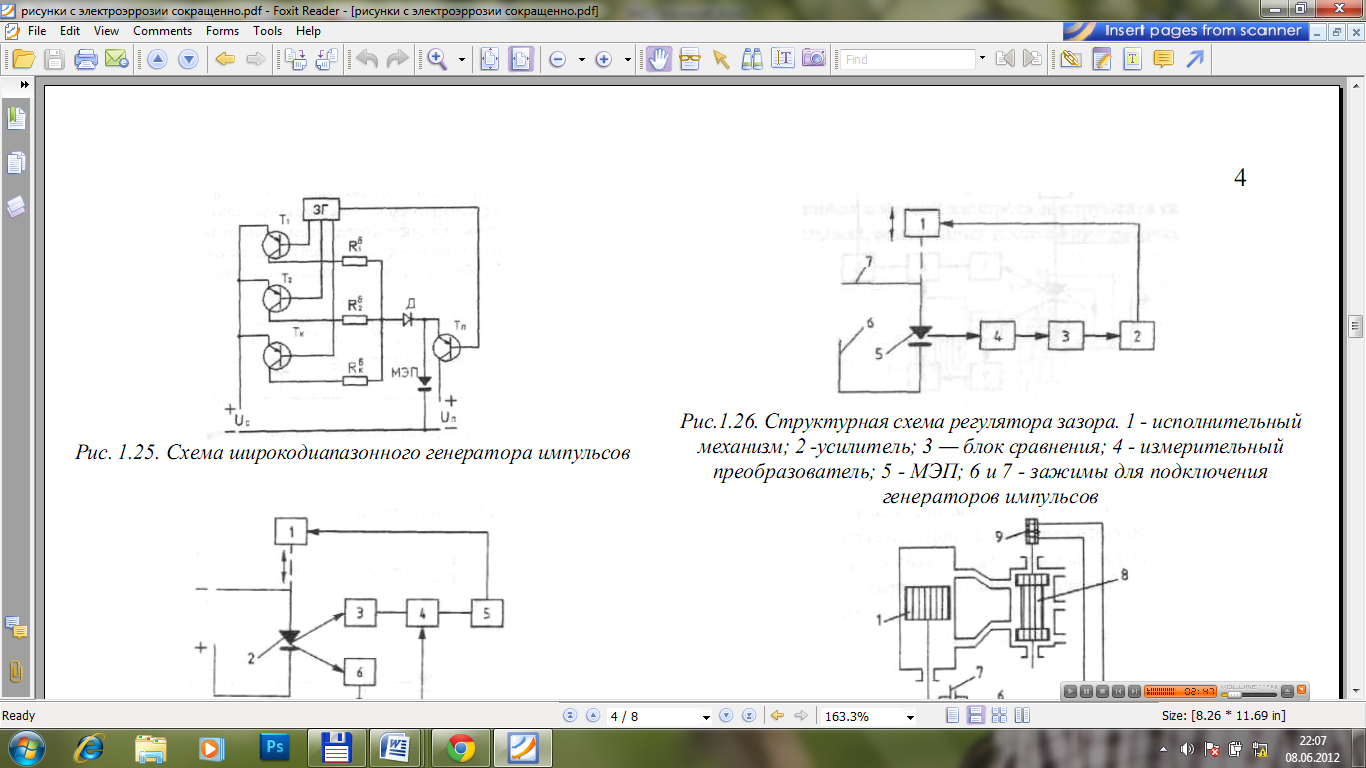
Полупроводниковые генераторы. Они имеют более широкий диапазон режимов обработки, у которых частота следования импульсов не зависит от свойств МЭП. Бывают генераторы на основе инверторов (рис. 1.23) и широкодиапазонные генераторы импульса. Недостаток первых это непостоянство напряжения пробоя, что приводит к изменению режима обработки. Для стабилизации напряжения пробоя применяют схемы с стабилитроном (рис. 1.24).
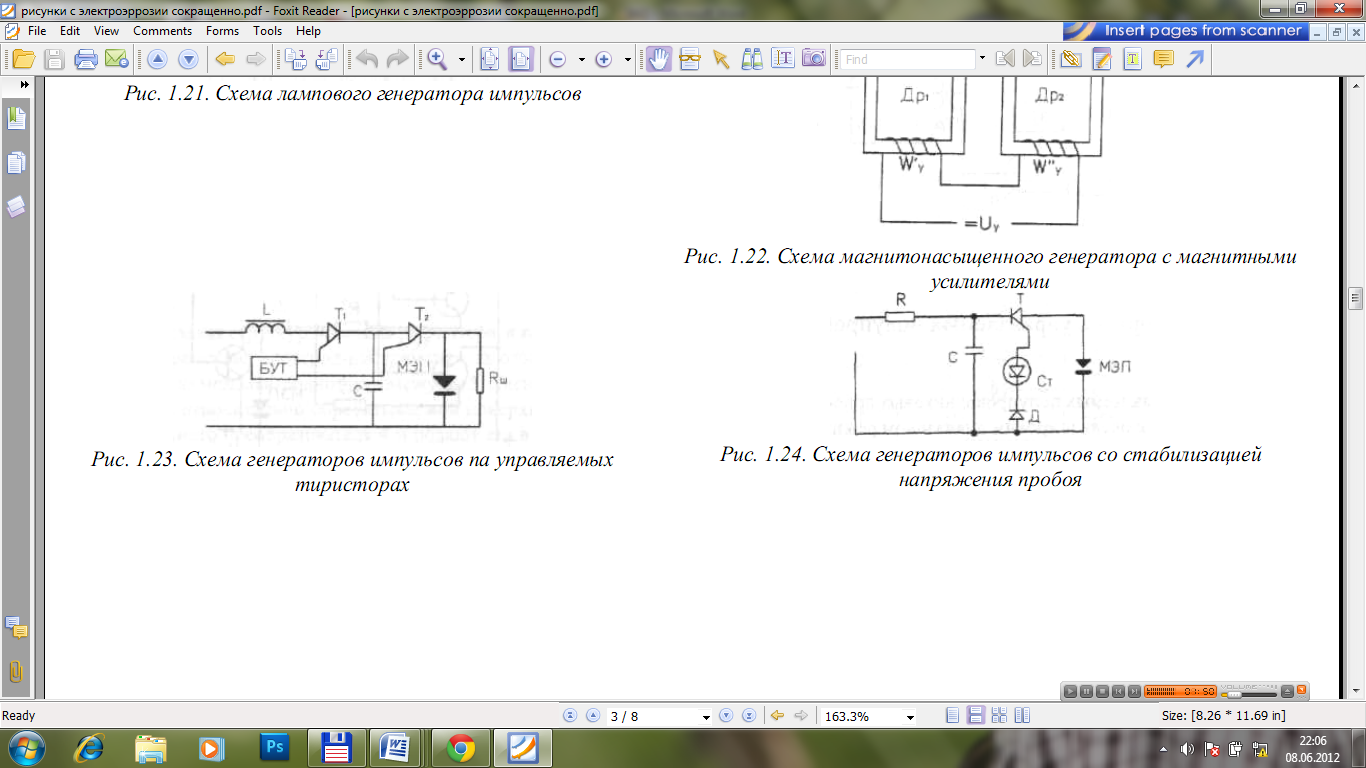
Широкодиапазонные генераторы работают на всех режимах ЭЭО и вырабатывают импульсы такой формы, которая обеспечивает минимальный износ электрода-инструмента (рис. 1.25).