

Съем металла при эхо
Если на электроде протекает только электрохимический процесс, то массу металла, растворенного с анода, определяют по закону Фарадея.

Где m – масса Ме растворенного с анода
ɛ -- коэффициент пропорциональности
Q – количество электричества



 - электрохимический эквивалент
- электрохимический эквивалент
A – атомная масса
n – валентность
F – число Фарадея (96500Кл)
Значение ɛ для чистых металлов справочные. Для сплавов его находят как:

 -- электрохимический эквивалент
элементов сплава
-- электрохимический эквивалент
элементов сплава
 -- массовое содержание в сплаве в %.
-- массовое содержание в сплаве в %.
Каждый компонент сплава имеет свой ε, то есть свою скорость анодного растворения. За счет этого в процессе обработки возникают углубления и выступы, формирующие макроскопический профиль и шероховатость поверхности.
Для практических целей нужно знать скорость линейного растворения материала заготовки для определения скорости подачи электрода-инструмента. Массу растворенного материала можно записать как:

F - площадь обрабатываемого участка
l – перемещение электрода-инструмента к заготовке
ρ – плотность обрабатываемого материала
Сила тока:

i - плотность тока
Закон Фарадея:


Скорость линейного растворения анода определяется по формуле:

Плотность тока:

U – напряжение
Ψ – удельная проводимость
S – величина зазора между электродами
Тогда закон анодного растворения:

Если зазор между электродами не изменяется в процессе анодного растворения, то режим считается стационарным, а при переменном зазоре он не стационарный. Если измерить массу металла, растворенного с анода, то она окажется меньше, чем по формулам. Так как часть количества электричества тратится на побочные реакции на электродах. Эти потери учитываются коэффициентом, который называют выходом по току ɳ.

Для различных электролитов и разных материалов коэффициент 0,6-0,95.
Для нормального протекания ЭХО необходимо обеспечить интенсивный вынос продуктов обработки из МЭП, поэтому электролит должен протекать со скоростью достаточной для захвата и удаления продуктов обработки. При этом электролит может иметь ламинарный и турбулентный характер течения. Однако расчет турбулентного потока используют формулы для расчета ламинарного потока. При малой скорости электролита часть продуктов обработки не успевает покинуть МЭП, накапливаются вблизи анода и катода и сила тока через МЭП уменьшается даже при увеличении разности потенциалов на электродах.
Пассивация поверхности
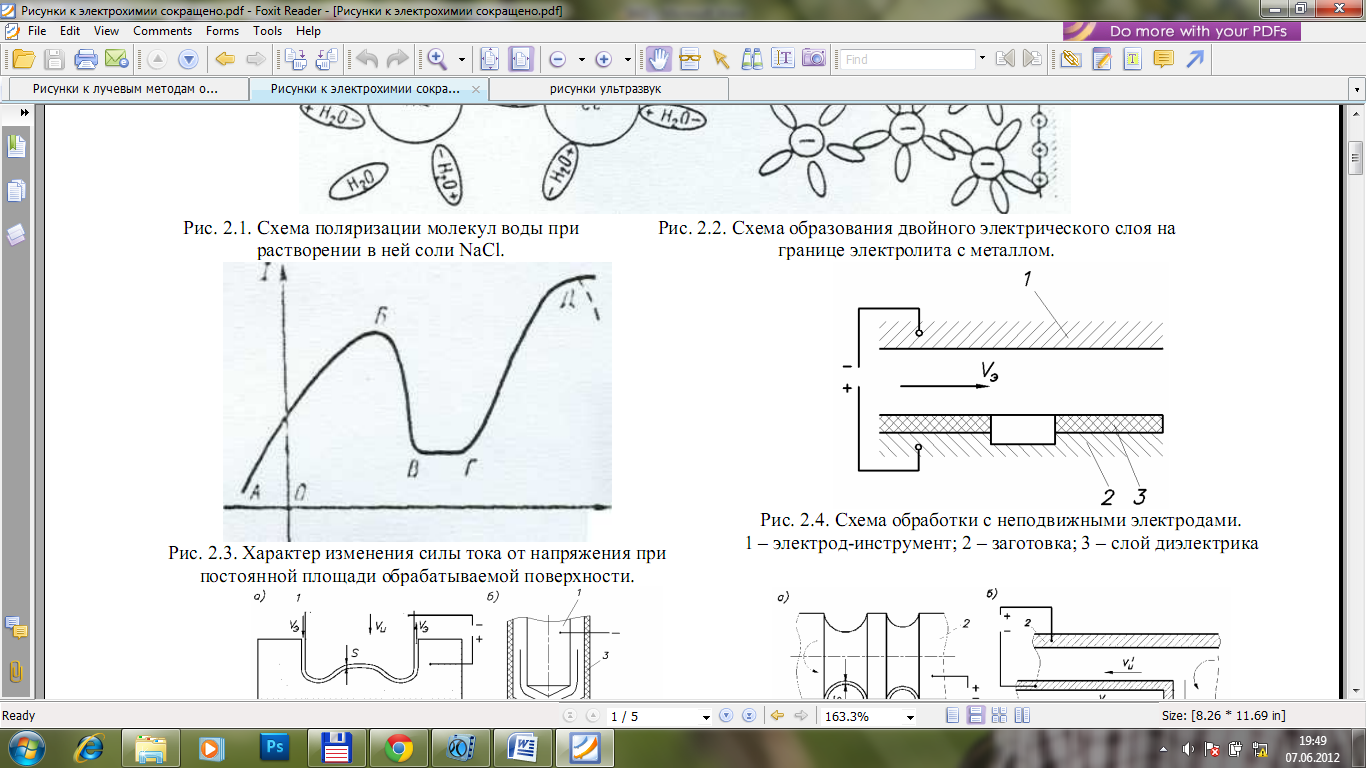
На рисунке 2.3 показана ВАХ при постоянной площади обработки. Участок а-б, где с увеличением напряжения сила тока увеличивается – это активная область, где происходит анодное растворение элементов сплава с низкой валентностью. Сила тока тут мала, что уменьшает скорость обработки. Поэтому при ЭХО эту зону не используют. На участке б-в с увеличением напряжения сила тока падает – наступает пассивация обрабатываемой поверхности, то есть образование на ней оксидной пленки с большим сопротивлением. С увеличением напряжения сила тока сначала не измена (участок в-г), а затем вновь возрастает (участок г-д)—область перепасивации. Рост силы тока вызван химическим превращением в пленке и ее разрушением при повышенных напряжениях. Сила тока здесь высокая, поэтому большая скорость растворения заготовки. Этот участок и используют для ЭХО. После точки Д может начаться новый спад силы тока, т.е. снова возникает пассивация. Дальнейшее увеличение напряжения приводит к пробою МЭП.
При ЭХО не ржавеющих сталей пассивация проявляется слабо. В отличии от титановых и вольфрамокобальтовых сплавов. Для устранения пассивации электродам сообщают ультразвуковые колебания.