

21.Образование сварного соединения при сварке трением.
Процесс образования сварного соединения: Вследствие действия сил трения сдираются оксидные плёнки; Наступает разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и высоко пластичный металл (металл шва) выдавливается из стыка ;Прекращение вращения с образованием сварного соединения. Этот процесс происходит непрерывно и сопровождается увеличением фактической площади контакта и быстрым повышением температуры в стыке. При этом снижается сопротивление металла деформации, и трение распространяется на всю поверхность контакта. В зоне стыка появляется тонкий слой пластифицированного металла, выполняющего роль смазочного материала, и трение из сухого становится граничным. Под действием сжимающего усилия происходит вытеснение металла из стыка и сближение свариваемых поверхностей (осадка). Контактные поверхности оказываются подготовленными к образованию сварного соединения: металл в зоне стыка обладает низким сопротивлением высокотемпературной деформации, оксидные пленки утонены, частично разрушены и удалены в грат, соединяемые поверхности активированы. После торможения, когда частота вращения приближается к нулю, наблюдается некоторое понижение температуры металла в стыке за счет теплоотвода. Осадка сопровождается образованием металлических связей по всей поверхности.

22.Технология газовой сварки. Достоинства и недостатки. Рабочие газы. Рабочие температуры.
В зоне сварки основной и присадочный ме нагреваются до жидкого состояния в основном за счет конвективного теплообмена теплотой, которая выделяется в газовом пламени при сгорании горючего газа в кислороде. В хвостовой части ванны сварочной ме охлаждается и кристаллизуется. Что приводит к образованию сварного шва. Применяются газы ацетилен, пропан, бутан, природные газы. Температуры 2000-3200. Эта сварка характеризуется меньшей производительностью, большей зоной термического влияния и деформациями сварных конструкций.
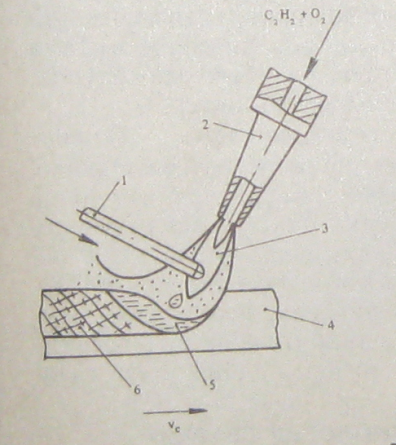
1-присадочный Ме, 2-мундштук газовой горелки, 3-газовое пламя, 4- свариваемый Ме, 5 сварочная ванна , 6-шов.
23.Виды пламени при газовой сварке. Основные технологические параметры при газовой сварке.Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя нагревает и расплавляет основной и присадочный металл в месте сварки. Наибольшее применение при газовой сварке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы—заменители ацетилена — пропан-бутан, метан, природный и городской газы. От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл. Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет три ярко различимые зоны: ядро, восстановительную зону и факел. Водородное пламя ярко различимых зон не имеет, что затрудняет его регулировку по внешнему виду. При зажигании газовой струи, вытекающей из сопла, пламя перемещается по направлению движения струи газовой смеси. Скорость истечения для каждого газа подбирается такой, чтобы пламя не проникало внутрь сопла горелки и не отрывалось от него. Газ в струе должен прогреваться до температуры воспламенения, ацетилен воспламеняется при температуре 450—500°С, а газы-заменители — 550—650°С.