

17.Технология шовной контактной сварки. Термо-деформационный цикл. Основные технологические параметры при шовной сварке. Границы применяемости шовной
В основном применяется двухсторонняя шовная сварка. При этом ролики располагаются с двух сторон свариваемых заготовок, а импульсы тока пропускают через них от одного сварочного трансформатора. Шовную сварку выполняют при непрерывистым или прерывистым включении сварочного тока. Применяется в основном шовная сварка с пропусканием тока через свариваемые заготовки отдельными импульсами. За время паузы между импульсами ролики, и заготовки охлаждаются, поэтому повышается стойкость роликов, уменьшается ширина зоны термического влияния, снижаются деформации свариваемой конструкции. стали, никелевые и титановые сплавы сплавы алюминия, магния, латуни. диапазон применения весьма большой от микроминиатюрных полупроводниковых устройств и пленочных микросхем до крупных космических аппаратов.
18.Технология рельефной контактной сварки. Термо-деформационный цикл. Основные технологические параметры при рельефной сварке. Рельефной сварки
По характеру формирования сварного соединения способы рельефной сварки делятся на две группы.Соединение образуется при расплавлении ме в контакте между, свариваемы заготовками по рельефам и кристаллизации жидкого ме в процессе его охлаждения. Это при нахлёстанном соединении.соединяет заготовки из низко и средне углеродистых, низколегированных и легированных сталей. электроды для рельефной сварки изготавливаются из меди, а электродные вставки из медного сплава, легированного вольфрама. диапазон применения весьма большой от микроминиатюрных полупроводниковых устройств и пленочных микросхем до крупных космических аппаратов.
19.Технология стыковой контактной сварки. Термо-деформационный цикл. Основные технологические параметры при стыковой контактной сварке. Границы применяемости стыковой контактной сварки.
Применяются стыковая сварка сопротивлением и оплавлением. Сварной сопротивлением соединяются в основном стальные заготовки простого поперечного сечения диаметром 3-10 мм, недостаток в том , что неравномерен нагрев заготовок по сечению. Большие детали соединяются стыковой сваркой оплавлением. Свариваемые заготовки должны иметь рациональную конструкцию. Их форма и размеры сечения вблизи соединяемых поверхностей должны быть примерно одинаковы. Это связано с небольшим равномерным нагревом и одинаковой пластической деформации. Сваркой оплавлением с подогревом сопротивлением соединяются детали в площадью в сечении 5000-10000 мм2. Подогрев смягчает термический цикл сварки, уменьшает потери Ме на оплавление . Стыковой сваркой с импульсным оплавлением соединяют стальные заготовки. Применяется в производстве железнодорожных рельсов длиной 25 м, а так же для ремонта рельсов в пути
20.Технология сварки трением. Технологические схемы сварки трением, границы применяемости.
В процессе взаимного скольжения двух заготовок, прижатых одна к другой силой, ан поверхности скольжения возникает сила трения, для преодоления которой прилагается равной ей, но противоположно направление тангенциальное усилие. После нагрева заготовок до пластического состояния резко прекращается трение и производится дополнительное сжатие их силой с давлением чем при трении. При этом развивается пластическая деформация, которая приводит к измельчению зерен ме и к смятию поверхностных микро выступов. Эти процессы приводят к тому, что детали сближаются на межатомные расстояния , образуют металлические связи между пов-ми. Соединяются низко и средне углеродистые стали и низко и легированные стали жаропрочные стали. Быстрорежущее стали , алюминий, меди, латунь и цветные металлы. Достоинства: можно соединять однородные и разнородные Ме и сплавы; экономия электроэнергии; санитарно-гигиенические условия. Прменяется в инструментальной промышленности изготавливают фрезы. сверла. развертки, в машиностроении валы, полуоси. клапаны внутреннего сгорания
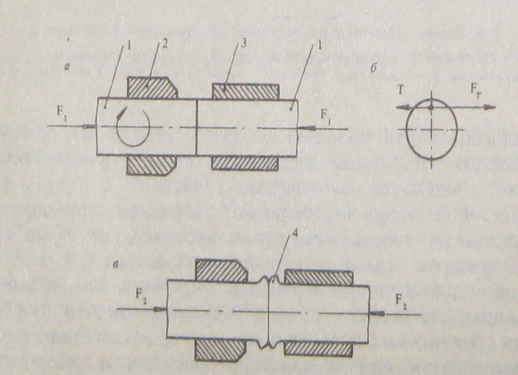
а-нагрев трением, б-распределение сил на сопрягаемые пов-ях. 1 свариваемые заготовки, 2 цанговый зажим, 3 клиновой зажим 4-