Механизированная и автоматизированная дуговая сварка. Сходство и различие.
При механизированной сварке механизируется подача электронной проволоки перемещение газоэлектрический горелки осуществляется вручную сварщиком. Можно накладывать не только прямолинейные, но и криволинейные, труднодоступные и небольшой длины сварные швы на Ме малой и средней толщины При автоматической сварке все осущ автом сварочным трактором. Данные технологии сваривают низкоуглеродистые и легированные стали, низко средне высоко легированных сталей. Целесообразно выполнять прямолинейные и кольцевые сварные швы длиной более 300-500 мм . Автоматы выполняют следующие функции: возбуждение дуги и авто регулирование процесса сварки; мех-ая подача эл проволоки со скроростью. равной скорости ее плавления; подача флюса или газа в зону дуги.
Автоматическая сварка в со2, технологическая схема в продольном сечении, основные режимы сварки.
В углекислом газе сваривают низко- и среднеуглеродистые стали, низколегированные и некоторые легированные конструкционные стали. Теплотой эл дуги электродный и основной ме в зоне сварки нагревается до жидкого состояния. Капли расплавленного ме с торцов электродной проволоки попадают в сварочную ванну. В ней ме капель перемешивается и растворяется с расплавленным основным ме жидкий ме сварочной ванны подвергается металлургической обработке , т е раскисляется и легируется. В ванне в хвостовой части ме охлаждается кристаллизуется и в результате образуется сварное соединение. CO2=CO+O.режимы сварки выбираем по справочным данным в зависимости от толщины и состава ме, при сварном соединении, положении шва в пространстве. Рассчитываем силу сварочного тока. Напряжение дуги, скорости подачи элект проволоки, коэффициент расплавления, скорость сварки, коэффициент наплавки.

1- электродная проволока, 2 -сопло, 3-токоподводящий наконечник, 4- газ, 5- дуга, 6- затвердевший шлак,7- шов, 8- св ванна, 9-основной Ме.
11 .Автоматическая сварка порошковыми проволоками, технологическая схема в продольном сечении, основные режимы сварки, конструкции порошковых проволок Образование сварного соед при автм сварке порошковыми проволоками аналогично образованию в CO2 . теплотой дуги электродный и основной ме в зоне сварки нагревается до жидкого состояния. Капли расплавленного ме сэлект проволоки попадают в сварочную ванну. В ней ме капель перемешивается и растворяется с расплавленным основным ме. Жидкий ме подвергается металлургической обработке(раскисление и легирование). При передвижении дуги вдоль свариваемых кромок перемешивается и сварочная ванна. В хвостовой части охлаждается ме и кристаллизуется в результате образуется сварное соединение. В качестве плавящей эл проводкой применяется порошковая проволока, представляющая собой оболочку, заполненную шихтой: трубчатая, сложного сечения. Режимы сварки выбираем по справочным данным в зависимости от толщины и состава ме: число проходов, марка проволоки, диам эл проволоки, сила свариваемого тока, напряжение дуги.

1- электродная порошковая проволока, 3-токоподводящий наконечник, 4- газ, 5- дуга, 6- затвердевший шлак,7- шов, 8- св ванна, 9-основной Ме.
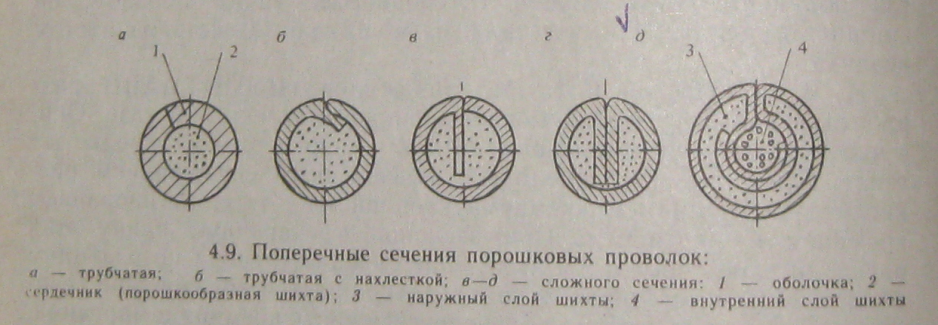
12.Назначение порошковых проволок, классификация по составу шихты и поперечному сечению.
Порошковая проволока представляет собой металлическую оболочку, заполненную шихтой. Классифицируются: 1.По назначению для сварки низкоуглеродистых и легированных сталей, для легированных, для чугуна, для цветных ме и сплавов, для алюминия. 2. в зависимости от состава сердышка: рутиловые, рутил органические, карбанатно флюритные, флюритные. Наиболее простая порошковая проволока трубчатого поперечного сечения. В шихту входят компоненты, которые выполняют следующие функции: защиты расплавленного ме от взаимодействия с кислородом и азотом воздуха, металлургическая обработки расплавленного ме, стабилизация горения дуги, улучшения формирования шва.порошковые проволоки подразделяются на само защитные, проволоки с дополнительной защитой газ, флюсом. Проволоки для электро шлаковой сварки. Коэффициент заполнения проволокой шихтой 10-40%.