

4 Выбор машины и ее конструкции
Машину выбираем однофазную переменного тока по величине сварочного тока Iсв и усилию сжатия Fcв. Наиболее подходящая МШ-3201.
Таблица 5 – Характеристики МШ-3201
Характеристика |
МШ-3201 |
Электрические |
|
1. Номинальный сварочный ток, кА |
32 |
2. Номинальный длительный вторичный ток, кА |
22 |
3. Номинальная мощность, кВА |
323 |
4.Электрическое сопротивление вторичного контура постоянному току, мкОм |
27 |
Механические |
|
Усилие сжатия, даН: |
|
5. Номинальное сварочное |
1250 |
6. Наименьшее |
250 |
Конструктивно-технологические |
|
7. Номинальный вылет, мм |
800 |
8. Номинальный раствор, мм |
110 |
9. Механизм вращения (универсальный, только поперечный) |
У |
10. Скорость вращения роликов: |
|
непрерывная, м/мин |
0,4 – 4,8 |
11. Диаметр роликов, мм |
|
верхний |
280 – 200 |
нижний |
220 – 100 |
Машины контактной сварки состоят из двух взаимосвязанных частей – механической и электрической.
Механическая часть – это комплекс конструктивных элементов, создающих жесткость и прочность машины, воспринимающих усилия (корпус или станина, плиты, кронштейны, домкрат, упоры, консоли, электрододержатели, электроды), и механизмов, предназначенных для закрепления, сжатия и перемещения свариваемых деталей. Некоторые конструктивные элементы и узлы механизмов проводят сварочный ток.
Электрическая часть обычно состоит из источника питания, преобразующего энергию сети промышленной частоты для получения сварочного тока (сварочного трансформатора, выпрямителей, иногда батареи конденсаторов), и вторичного (сварочного) контура для непосредственной передачи тока к деталям (гибких и жестких токоведущих шин, консолей, электрододержателей, электродов, роликов, губок).
Кроме жесткости, прочности и эксплуатационной надежности к механической и электрической частям предъявляют следующие требования: быстрота срабатывания и малая инерционность элементов машин, необходимые из-за малой продолжительности сварочного цикла; интенсивное охлаждение нагревающихся элементов; безопасность работы; маневренность элементов сварочного контура, позволяющая использовать машину для сварки изделий различной формы без сложной переналадки; надежная защита трущихся и контактных поверхностей от попадания воды, брызг расплавленного металла, пыли.
Машины контактной сварки классифицируют по разным признакам: виду сварки (точечные, рельефные, шовные, стыковые); назначению (универсальные или общего назначения и специальные); способу установки (стационарные, передвижные или подвесные); роду питания, преобразования или аккумулирования энергии (однофазные переменного тока, трехфазные низкочастотные, с выпрямителем тока во вторичном контуре, конденсаторные); виду привода в механизмах давления (с ручным, грузовым, пружинным, электродвигательным, пневматическим, гидравлическим, электромагнитным приводом); степени автоматизации.
В корпусе 1 машины шовной сварки (рис.7) размещены сварочный трансформатор 3 и механизм вращения роликов с электроприводом 2. Электроды в виде вращающихся роликов 7 вместе с системами токоподвода образуют верхнюю 8 и нижнюю 6 роликовые головки. Верхний ролик перемещается вместе с ползуном 9 от механизма сжатия с пневмоприводом 10. Иначе, чем в машинах точечной сварки, выполнены токоведущие и силовые элементы сварочного контура (консоли, кронштейн 5). При сварке с наружным охлаждением используют корыто 4 для слива воды. В современных машинах шовной сварки обычно предусмотрена несложная переналадка верхней и нижней роликовых головок для сварки поперечных и продольных швов обечаек. Однако выпускаются машины только для поперечных или продольных швов.
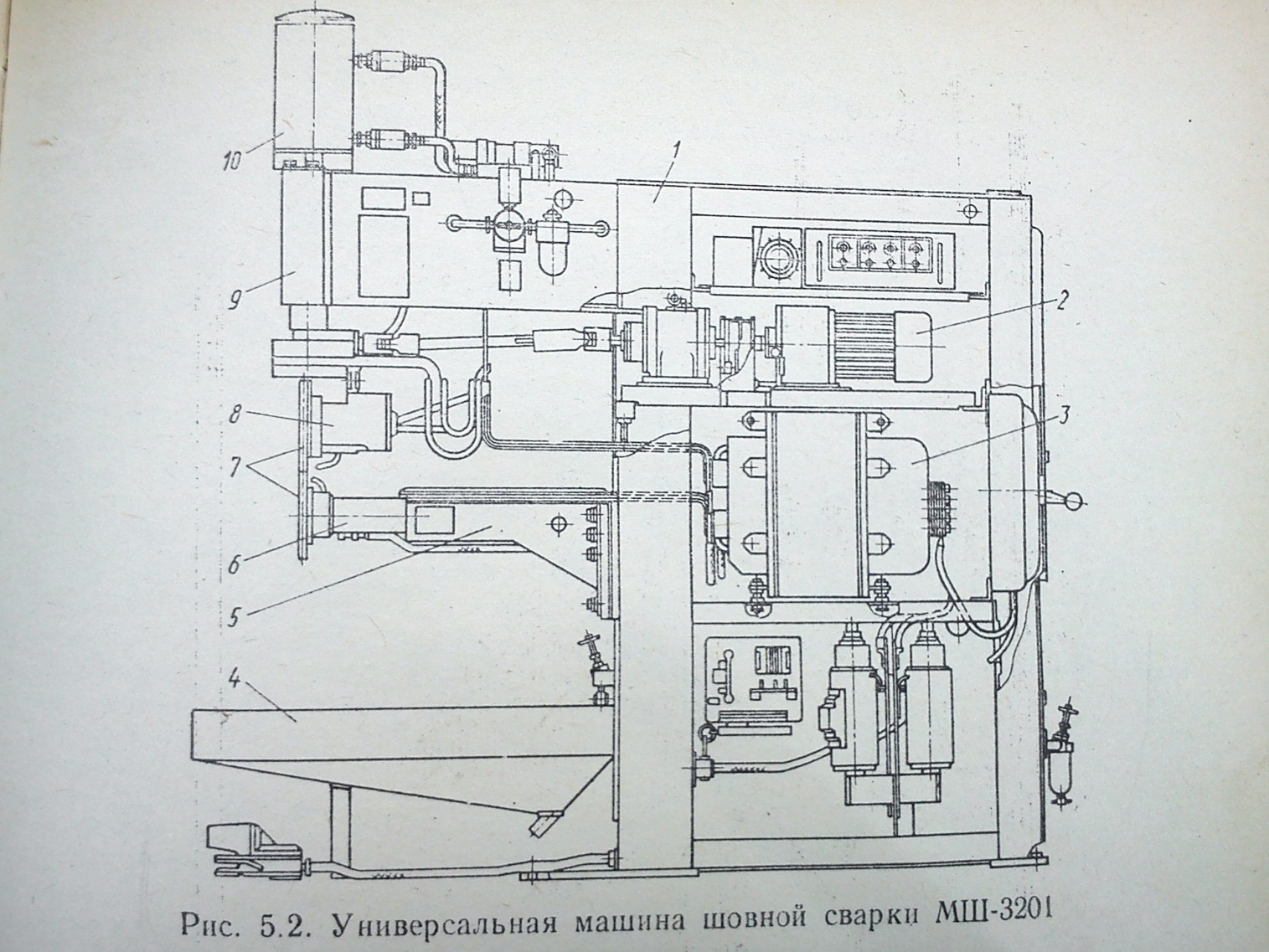
Рисунок 7 – Универсальная машина шовной сварки МШ-3201