

2.1 Расчет электрического сопротивления зоны сварки
Для определения сварочного тока используют сопротивление в конце сварки, которое фактически равно сопротивлению 2 деталей в горячем состоянии иллюстрируется схемой (рис.3), где сопротивление рассматривается как сумма двух участков с удельными сопротивлениями ρ1 и ρ2 при температурах Т1 и Т2
Рисунок 3 – Схема к расчету электрического сопротивления деталей к концу цикла сварки rЭЭ=2rДК
В формуле используется критерий Гельмана, который учитывает растекание тока по детали (рис.4).
Рисунок 4 – Кривая АГ, определяющая сопротивление пластины, сжатой медными электродами
h1 и h2 – размеры зон при температуре Т1 и Т2
ρ1 и ρ2 – их удельное сопротивление
k=0,85
Критерий
Гельмана находим из соотношения
 ,
,
где dп – диаметр пояска




А1=0,75 и А2=1
С увеличением температуры удельное электросопротивление увеличивается, его можно рассчитать, используя коэффициент удельного сопротивления αт для сплавов и нержавейки равный 0,002 1/град.







Зная сопротивление, энергию время определим сварочный ток

Учитывая, что часть тока протекает через соседние уже сваренные точки, то к выше посчитанному значению нужно прибавить ток шунтирования Iш (рис.5).
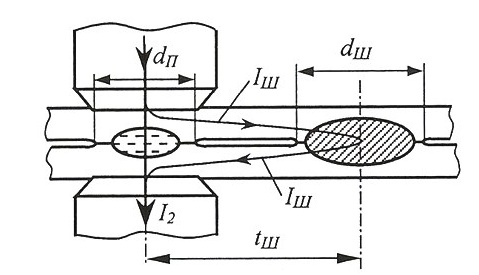
Рисунок 5 – Схема шунтирования тока через ранее сваренную точку
Из условия, что соседние точки полностью остыли, а шаг между ними равен kc=0,4


Ток во втором конуре

Таблица 3 – Результаты расчетов
Rгор, мкОм∙см |
de, см |
Iсв, кА |
Iш, кА |
94,61 |
0,6 |
8,29 |
2,52 |
3 Расчет сварочного трансформатора
Расчет ведем для однофазного трансформатора броневого типа. Расчет делается приближенным, в частности, рассчитывается напряжение по ступеням трансформатора, размеров магнитопровода, сечения консолей и обмоток, коэффициент мощности и КПД.
Исходные данные для расчета: тип машины (точечная), продолжительность включения – ПВ=20%, первичное напряжение трансформатора с учетом потерь u1=315В, вылет консолей машины – 500 мм, раствор – 280 мм.
1. Определим полное сопротивление машины при номинальной нагрузке

rт"=10 мкОм
rВК=100 мкОм
xВК=210 мкОм
xт"=15 мкОм
xВК находится по диаграмме в зависимости от площади охватываемой вторичным контуром


2. Определение холостого хода и разбивка на ступени. Регулирование сварочного тока – ступенчатое, количество ступеней регулирования – 8, число витков вторичной обмотки – ω2=1. В качестве номинальной ступени выберем 7 ступень. Напряжение холостого хода составит

Соотношение
между минимальным и максимальным
напряжением обычно близко к 2
 ,
при этом коэффициент подсчета витков
ступеней
,
при этом коэффициент подсчета витков
ступеней

Таблица 4 – Напряжение холостого хода на номинальной ступени и разбивка его по ступеням
ступень |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
число витков |
222 |
201 |
183 |
166 |
151 |
137 |
125 |
113 |
u20, В |
1,42 |
1,72 |
1,47 |
1,89 |
2,08 |
2,29 |
2,52 |
2,78 |
Количество витков определяем через соотношение напряжений первичной и вторичной обмотки


3. Определим сечение обмоток
а) сечение первичной обмотки
Определим по длительному номинальному току и допускаемой плотности тока
где 1,05 – коэффициент, учитывающий ток холостого хода;
I1 дл. н – номинальный длительный первичный ток;
j1 доп=3,5 А/мм2 – допустимая плотность тока при охлаждении водой вторичного витка.
По таблице в соответствии с ГОСТ 7262-78 и ГОСТ 7019-80 выберем ширину и высоту провода прямоугольного сечения. Они составили 3 × 3 мм.
б) сечение вторичного витка

где I2 дл. н – номинальный длительный вторичный ток;
j2 доп=4,5 А/мм2 – допустимая плотность тока в медном витке.
в) диаметр консоли


Прогиб конца консоли

где E=0,8∙106 даН/см – модуль упругости.
