

Тема 9.2. Прокатне виробництво план
Суть і види прокатки.**
Обладнання та інструмент для прокатки.*
Продукція прокатного виробництва.**
Прокатка – процес, при якому зливок або заготовка обтискається обертовими валками прокатного стану із збільшенням довжини і ширини та зменшенням товщини заготовки.
Прокаткою одержують готові вироби або заготовки для обробки іншими способами.
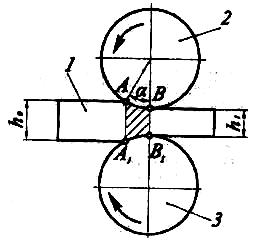
Види прокатки: 1) поздовжня – валки обертаються в різні боки, деформуючи заготовку, яка рухається перпендикулярно до осей валків (одержують сортовий та листовий прокат); 2) поперечна – валки обертаються в один бік, заготовка деформується ними при обертанні навколо своєї осі, вісь заготовки паралельна осям валків (одержують зубчасті колеса, зірочки та ін.); 3) поперечно-гвинтова – валки обертаються в один бік, осі їх розташовані під деяким кутом, а заготовка обертається і одночасно переміщується уздовж своєї осі (одержують безшовні труби, осі, кулі та ін.) |
Рисунок 9.1. Схема прокатки металу: 1 - заготовка; 2,3 – валок. |
Інструмент для прокатки – валки (гладкі або калібровані (з рівчаками)), з відбіленого чавуну або сталі (рис.9.2).
Обладнання – прокатний стан, складається з приводу, передавального механізму і робочих клітей, в яких знаходяться валки.
За кількістю валків прокатні стани бувають дво-, три-, чотири- і багатовалкові.

Рисунок 9.2. Гладкий (а) і калібрований (б) валки:
1 – бочка; 2 – шийка; 3 – треф
Види прокату:
Сортовий:
1.1) простий (круг, квадрат, трикутник, шестикутник, еліпс);
1.2) фасонний (кутник, швелер, тавр, двотавр, рейка).
2) Листовий:
2.1) тонколистовий (до 4 мм) – покрівельна, трансформаторна, електротехнічна сталь, фольга;
2.2) товстолистовий (більше 4 мм) – резервуарна, котельна, броньова сталь.
3) Трубний: зварні і безшовні труби.
4) Спеціальний: зубчасті колеса, вагонні колеса, кулі, гвинти, шнеки, кільця та ін.
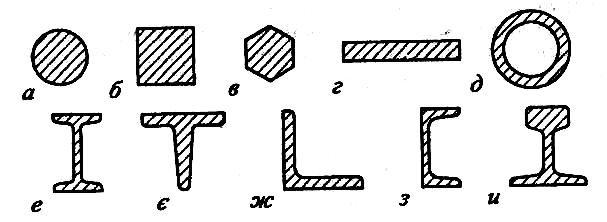
Рисунок 9.3. Основні типи профілів:
а - круг; б - квадрат; в - шестикутник; г - лист; д - труба; е - двотавр;
є - тавр; ж - кутник; з - швелер; и –рейка
Контрольні питання
1. В чому суть процесу прокатки? Що одержують прокаткою?
2. Як здійснюється:
2.1 поздовжня прокатка?
2.2 поперечна прокатка?
2.3 поперечно-гвинтова прокатка?
3. Як називається і з чого виготовляється інструмент для прокатки?
4. З чого складається прокатний стан?
5. Охарактеризуйте профілі що відносять до:
5.1. сортового прокату;
5.2 листового прокату;
5.3 трубного прокату;
5.4 спеціального прокату.
Тема 9.3. Кування план
Суть кування.**
Основні технологічні операції кування.**
Обладнання та інструмент, які застосовують при куванні.**
Кування (вільне кування) – обробка металу, під час якої метал поступово набуває заданої форми і розмірів, пластично деформуючись при багаторазовій дії інструменту. Відбувається в гарячому стані.
Кують зливки, прокат, пресовані вироби. Вироби, одержані куванням, називають поковками. Вони потребують подальшої механічної обробки.
Види кування:
ручне (наковальні і ручні молоти);
машинне (молоти і преси).
Інструмент – молоти, прошивки, обтискачі, розкатки, вилки, кліщі, сокири тощо.
Обладнання:
ковальські молоти (машини динамічної дії) – для кування дрібних і середніх поковок масою до 2 т; маса падаючих частин – 0,5…16 т;
ковальські преси (машини статичної дії) – для кування важких поковок; зусилля пресів – до 20 тисяч т, поковки більш точні, з кращими механічними властивостями.
Основні операції вільного кування:
осадка (зменшення висоти заготовки при збільшенні площі поперечного перерізу);
протяжка (видовження заготовки при зменшенні площі поперечного перерізу);
прошивання отворів (утворення отворів з допомогою прошивок);
рубка (відокремлення частин заготовки з допомогою сокир);
згинання (утворення кутів між частинами заготовки);
скручування (повертання частин заготовки навколо поздовжньої осі);
ковальське зварювання (утворення нероз’ємних з’єднань).
Куванням одержують поковки різної форми, розмірів і маси (від кількох грамів до десятків тонн) – вали гідрогенераторів, деталі гідротурбін, турбінні диски, колінчасті вали, валки прокатних станів та ін.
Вільне кування – трудомісткий і малопродуктивний процес, тому застосовується в одиничному і дрібносерійному виробництві.
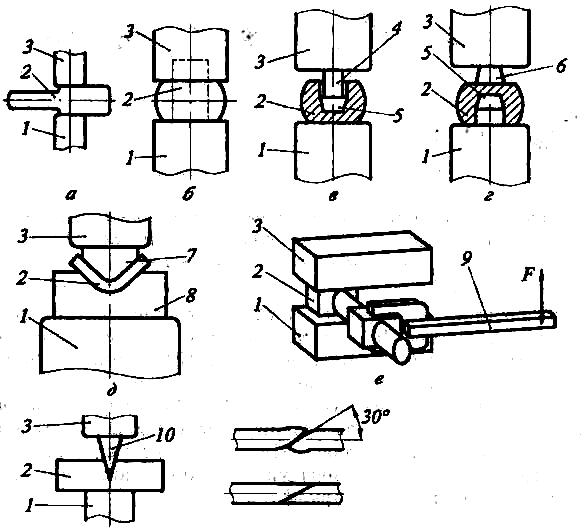
Рисунок 9.4.Схеми протяжки (а); осадки (б);
прошивання (в,г); згинання (д); скручування (є); рубки (є)
і ковальського зварювання (ж):
1 - нижній ударник; 2 - заготовка; 3 - верхній ударник; 4 - надставка;
5,6- прошивень; 7,8- половини підкладного штампа; 9 - вилка; 10 - сокира;
F - сила