

Содержание
Введение_________________________________________________________________________2
Структурная схема_ ________________________________________________________________3
Исходные данные к работе__________________________________________________________3
1.Расчет входного выпрямителя______________________________________________________4
2.Расчет преобразователя____________________________________________________________5
2.1 Расчет индуктивности L1_________________________________________________________6
2.2 Расчет трансформатора___________________________________________________________8
3. Расчёт токовой защиты на трансформаторе тока_______________________________________9
4. Расчет схемы термозащиты________________________________________________________10
5. Микроконтроллер UCC2895________________________________________________________12
6. Драйверы управления силовыми транзисторами______________________________________13
7. Дополнительная плата питания микросхем__________________________________________14
8. Описание конструкции___________________________________________________________15
9. Литература_____________________________________________________________________16
Введение
Аппарат воздушно-плазменной резки предназначен для ручной качественной и высокопроизводительной резки любых металлов и их сплавов (любых токопроводящих материалов).
Физической основой воздушно-плазменной резки является процесс выдувания высоко ионизированной электрической дуги (плазмы) сжатым воздухом. Устойчивая дуга, температура которой достигает более 8 000 К, насквозь проплавляет металл, оставляя узкий рез.
При нажатии кнопки плазмотрона включается система управления, силовая часть аппарата и осциллятор. В результате серии высоковольтных разрядов осциллятора в плазмотроне происходит электрический пробой промежутка катод-сопло, возбуждается дежурная дуга, которая воздушным потоком выдувается из отверстия сопла до касания с металлом. Происходит переход из дежурной дуги в основную между катодом и изделием. Начинается процесс резки.
Аппараты воздушно-плазменной резки металлов используются:
На судах и судоремонтных заводах;
В авиации;
На предприятиях по разделке и переработке металлического лома;
В строительных организациях, в т.ч. занимающихся строительством и реконструкцией мостов;
На предприятиях черной и цветной металлургии;
В машиностроении и металлообработке.
Требования к оборудованию.
Основные требования к источнику аналогичны требованиям для сварки методом TIG. Добавляется источник пилотного тока, тракт плазмообразующего газа и горелка. Основной узел – специфический уникальный плазмотрон. В настоящее время австрийская фирма SBI разработала и производит оборудование для плазменной шовной и точечной сварки металлов.
Источник состоит из:
источников основной и вспомогательной дуги,
блока управления с микроконтроллером и ячейкой памяти,
блока электронного или ручного регулирования и контроля расхода газа,
высоковольтного осциллятора,
установки для охлаждения плазменной горелки.
Данный аппарат будет работать от трехфазной сети без нулевого провода: 380В, 50Гц.
Источники питания плазменной дуги должны иметь крутопадающую или вертикальную внешнюю вольт-амперную характеристику: чем больше крутизна внешней характеристики, тем эффективнее работает плазмотрон. Динамические свойства источников питания плазменной дуги должны исключать появление резких бросков тока силовой цепи в тот момент, когда зажигается рабочая дуга, и не допускать увеличения тока выше определенной величины до тех пор, пока состав и расход плазмообразующей смеси не будут доведены до номинального режима сварки или резки. При этом следует отметить, что для этих источников питания особенно опасен обрыв дуги при рабочем токе. При быстром изменении тока во времени на выпрямительном блоке, как правило, возникают перенапряжения. Они в несколько раз превосходят напряжение холостого хода, хотя и кратковременны.
Коэффициент электрической нагрузки - максимально допустимое отношение времени резки к общему времени продолжительной работы с периодом 5 минут при максимальном рабочем токе. Для данного аппарата ПН должен составлять не менее 40%.
Источник должен стабильно работать при температуре от -20ºС до +40ºС. Выходной ток должен регулироваться в пределах 20 – 60 А.
Источник должен иметь напряжение холостого хода Uхх, то есть напряжение на зажимах источника при разомкнутой цепи, достаточное для легкого возбуждения дуги и устойчивого ее горения, но не превышающее норм безопасности работы, т. е. не более 250В.
Степень защиты источника по ГОСТ должна быть не менее IP22, то есть защита от соприкосновения пальцев человека с токоведущими частями и защита от попадания в устройство твердых тел диаметром более 12,5 мм, а также защита от капель воды, падающим под углом не более 15° к вертикали.
Данный источник будет иметь защиту от превышения тепловых режимов силовых элементов и от перегрузки по току.
В качестве дополнительных функций могут предусматриваться:
цифровой интерфейс с индикацией параметров режима сварки;
световая сигнализация при перегрузке по току и перегреве.
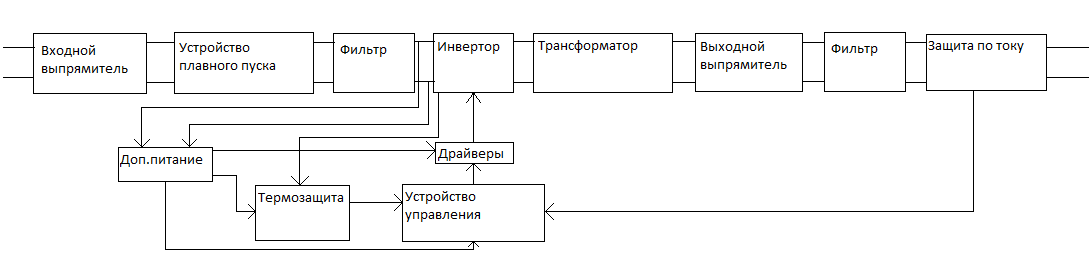
Структурная схема:
Исходные данные к работе
Входное напряжение220 В ±15%, f=50±10 Гц
Температура окружающей среды: -10 ÷ 40 0С
Ток нагрузки: 15 ÷ 40А
ПН не менее 30%
Степень защиты не менее IP23
Наличие защиты от превышения тепловых режимов
Соответствие требованиям безопасности по ГОСТ Р МЭК 60974-1-2004