

Сборка картонных ящиков
Сборку картонных ящиков производят на месте упаковки продукции. Обычные четырехклапанные ящики в большинстве случаев собираю: вручную и подают к месту укладки продукции. При массовом выпуске продукции сборку производят на механизированных установках, являющихся составной частью расфасовочно-упаковочиой линии. На этих установках осуществляются следующие операции по сборке ящика: подача в сложенном виде из пачки, формование дна ящика и его закрепление при помощи склейки клапанов, или склеивания клеевой лентой, или сшивки. Сборка ящика с торцовыми сшитыми стенками производится на сшивных машинах. Для обеспечения правильной формы и стабильности размеров применяются различные шаблоны, облегчающие фиксацию деталей ящика в процессе их соединения между собой.
Имеются автоматические машины, которые производят сборку картонных ящиков из нескольких заготовок. Например, финская фирма «Тампелла» разработала машину «Тамбокс-Мейкер», которая производит формование коробки из трех заготовок, загибает, склеивает и собирает их в ящик, конструкция которого приведена на рис. 15.
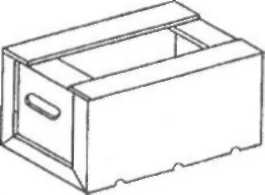
Рис. 15. Ящик с усиленными торцовыми стенками
При необходимости в качестве торцовых стенок могут использоваться, кроме гофрированного картона, фанера, древесно-волокнистая плита, сплошной склеенный картон.
В три питающие устройства закладываются заготовки. При подаче основной заготовки, образующей дно и боковые стенки ящика, на формующую решетку (на ее боковые клапаны) наносится термоплавкий клей «Хот ме.чт». Подающий рычаг захватывает боковые заготовки и вталкивает все три части в прессующее устройство, где происходит подгиб. Клапаны основной заготовки загибаются и склеиваются с торцовыми стенками.
Такие ящики имеют за счет упрочненных торцовых стенок более высокую прочность, а также устойчивость при штабелировании.
Машины типа «Тамбокс-Мейкер» необходимо устанавливать на месте затаривания продукции.
Формирование картонного ящика в процессе упаковки продукции. Одним из прогрессивных способов упаковки продукции в картонную тару является способ упаковки изделия или группы изделий путем формирования и сборки картонного ящика (заготовка оборачивается вокруг пакета изделия). Таким способом можно затаривать различные изделия в первичной упаковке. При этом способе исключается необходимость предварительной сборки ящика, достигается значительная экономия материала, обеспечивается высокая прочность упаковки. Процесс упаковки по способу оборачивания заготовки показан на рис. 16.
Применение в упаковке разрывной ленты позволяет легко и быстро вскрывать продукцию.
Упаковка изделий по приведенному способу позволяет механизировать упаковочный процесс. Для этого используются машины типа «Пак-мастер». Машина позволяет формировать штучные изделия в пакет; автоматически производит подачу заготовок, установку группы изделий па заготовку, оборачивание заготовки вокруг группы изделий, нанесение клея, сушку клеевого шва, обжатие сформованной упаковки и передачу готовой упаковки на выносной транспортер.
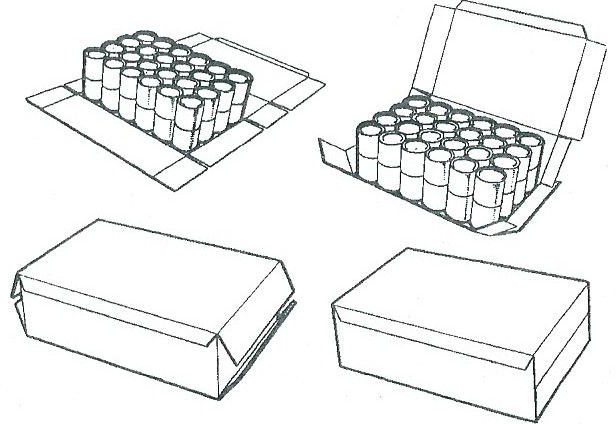
Рис. 16. Упаковка консервных банок по способу оборачивания заготовки вокруг пакета изделий