

2.3 Расчет напряженно-деформированного состояния трубной заготовки
НДС является критерием оценки качества процессов обработки металлов давлением вообще. В данной методике принимаем следующие допущения:
- во всех клетях формовочного стана с прямолинейным сворачиванием волокон второе волокно будет являться нулевым, т.е. волокно, в котором отсутствуют продольные деформации (в расчете с криволинейным сворачиванием волокон первое и четвертое волокно принимаем нулевым), это же волокно является границей разделения зоны растяжения и зоны сжатия;
- волокна отстают от кромки на 1/3 и 2/3 половины листа с прямолинейным сворачиванием волокон;
- точки фиксированных волокон перемещаются по прямой, а не по винтовой траектории;
- для определения НДС принимаем принцип относительного удлинения, т.к. получается более точный результат по сравнению с экспериментальными данными.
Все наши допущения основаны на экспериментальных данных, которые опубликованы в технической литературе.
2.2.1 Расчет напряженно-деформированного состояния (ндс) очага деформации продольных волокон с прямолинейным сворачиванием последней клети формовочного стана
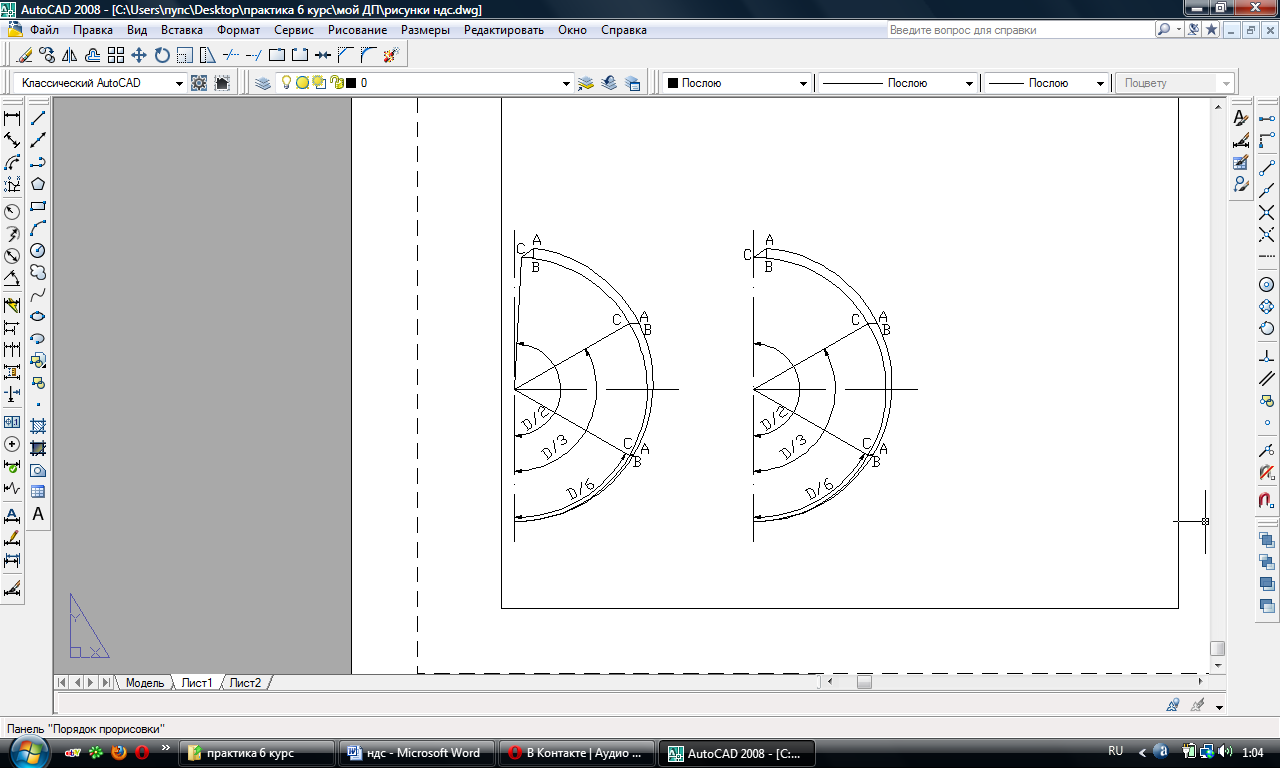
Рисунок 2.8 - Схема деформации листа в последней формовочной клети.
1. Расчет относительного удлинения волокна 3 в последней формовочной клети.
![]() ,
,
![]()
![]()

![]()
![]()
![]() -
межклетьевое расстояние, мм.
-
межклетьевое расстояние, мм.
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
2. Расчет относительного удлинения волокна 1 в последней формовочной клети.
![]()
![]()
![]()

![]()
![]()
![]()
![]()
3. Расчет относительного удлинения волокна 0 в последней формовочной клети.
![]()
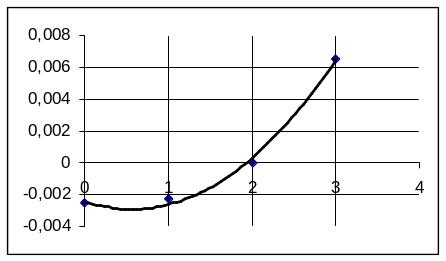
Рисунок 2.9 - Эпюра напряженного состояния продольных волокон в последней формовочной клети.
2.2.2 Расчет напряженно-деформированного состояния (ндс) очага деформации продольных волокон с прямолинейным сворачиванием сварочной клети
Рисунок 2.10 - Схема деформации листа в сварочной клети.
1. Расчет относительного удлинения волокна 3 в сварочной клети.
![]()
![]()
![]()

![]()
![]()
- межклетьевое расстояние, мм.
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
2. Расчет относительного удлинения волокна 1 в сварочной клети.
![]() ,
где:
,
где:
, где:
![]() ,
где:
,
где:

![]()
![]()
![]()
![]()
3. Расчет относительного удлинения волокна 0 в сварочной клети.
![]()
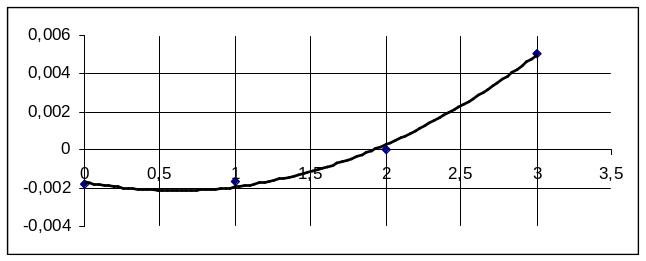
Рисунок 2.11 - Эпюра напряженного состояния продольных волокон в сварочной клети.
Таблица 2.2 - Относительные удлинения по осям X, Y и Z.
Относительные
удлинения
|
Номер волокна |
Наименование клети |
|
Формовочная клеть |
Сварочная клеть |
||
|
0 |
-0,002516 |
-0,001766 |
1 |
-0,002284 |
-0,001630 |
|
3 |
0,006488 |
0,005049 |
|
|
0 |
-0,000755 |
0,000529 |
1 |
-0,000685 |
0,000489 |
|
3 |
0,001946 |
0,001515 |
|
|
0 |
0,003271 |
0,001237 |
1 |
0,002969 |
0,001141 |
|
3 |
-0,008434 |
-0,006544 |
|
![]() -
для открытых клетей.
-
для открытых клетей.
![]() -
для закрытых клетей.
-
для закрытых клетей.
![]()