

2 Технологическая часть
2.1 Описание пяти-валковой сварочной клети
Таблица 2.1 - Технические характеристики
Направление движения трубы |
со стороны обслуживания направления движения «слева направо» |
Положение трубы Кромка трубы |
постоянная нижняя образующая 1300 мм над уровнем пола |
Диаметр обсадных труб |
114,3 – 244,5 мм |
Толщина стенки: |
3,2 – 13,0 мм |
Длина обсадных труб: |
9,5 – 11,2 м |
Расчетная длина: |
10,0 м |
Марка стали: |
22ГФ |
предел текучести до 600 Н/мм2 при диаметре трубы 244,5 мм и толщине стенки 13,1 мм
Функциональное описание для сварочной клети
Формованный открытый трубной профиль в зоне кромок полосы кондуктивно нагревается высокочастотным сварочным оборудованием и на сварочном столе сваривается в закрытую трубу. При этом мощность высокочастотного генератора регулируется в зависимости от скорости с целью минимизации колебаний температуры.
Конструкция сварочной клети

Рисунок 2.1 - Сварочная клеть.
Сварочная клеть оснащена пятью неприводными валками: двумя боковыми валками (1), двумя верхними валками (2) и нижним валком (3).
Для обеспечения обработки труб разных размеров предусмотрены 2 пары кассет для боковых валков с соответствующими валками. Пары кассет для больших размеров труб частично поворачиваются. Это позволит свести к минимуму число держателей боковых валков для всего диапазона размеров установки.
Для различных верхних валков держатели валков (4) сконструированы независимо от размеров труб.
Для крепления нижнего валка разработан держатель валка (5), в котором может быть размещен нижний валок с соответствующими осями.
Для ускорения смены один комплект держателей валков дополнительно имеется вне линии. Кроме того, сварочная клеть состоит из рамы клети (6), верхней балки (7) и устройства демонтажа (8). Также на раме находятся наружный и внутренний гратосниматель для снятия грата, а также гратомоталка для наружного грата.
Работа сварочной клети
В сварочной клети спрессовываются кромки полосы.
Энергия нагрева кромок подается при помощи двух скользящих контактов прижатых к кромкам заготовки на определенном расстоянии от точки схождения. Ток от источника питания поступает к кромкам трубной заготовки 2. Дальше ток может идти от одного контакта к другому двумя путями: вокруг периметра трубы и вдоль одной кромки до места стыка (прямой ток) и обратно по второй кромке (обратный ток). Индуктивное сопротивление по периметру трубы будет больше, чем вдоль кромок. Поэтому ток пойдет вдоль кромок, будет их разогревать до сварочной температуры. В месте стыка кромок 3 образуется шов под действием сдавливания сварочными роликами 4, температура кромок будет наивысшей и произойдет сварка заготовки в трубу 6. При этом в зависимости от скорости, регулируется мощность высокочастотного генератора, с целью поддержания постоянной температуры сварки.
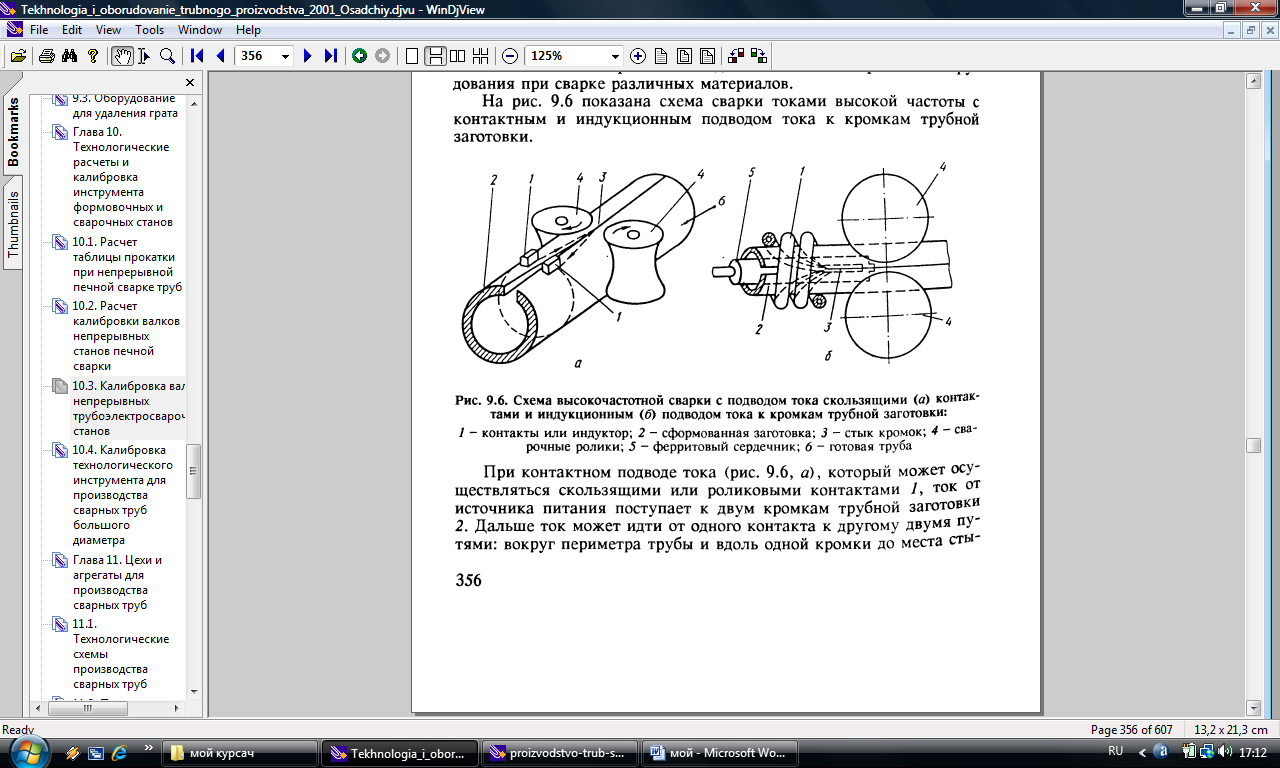
Рисунок 2.2. Схема высокочастотной сварки с подводом тока скользящими контактами:
1-контакты; 2-сформованная заготовка; 3- стык кромок; 4- сварочные ролики; 5 – ферритовый сердечник; 6- готовая труба.
Для сокращения потерь тока замыкающегося по окружности заготовки, внутри трубы в зоне точки схождения устанавливают водоохлаждаемый феррит, и на этой же штанге – резец для снятия внутреннего грата. Наружный грат снимается одним из резцов наружного гратоснимателя. Срезанный наружный грат в виде «непрерывной» сливной стружки наматывается на вилки барабана гратомоталки.
Настройка сварочной клети
Настройка сварочной клети заключается в регулировании верхних и боковых валков, а также кондуктора.
Для верхних валков предусмотрены две системы регулирования: регулирование непосредственно правого и левого валков независимо друг от друга, а также регулирование верхней балки, на которой крепятся оба верхних валка. Обе системы регулирования не зависят друг от друга что повышает эффективность регулирования параллельности кромок и очага деформации. Независимая регулировка верхних валков способствует образованию симметричного наружного грата.
Боковые валки регулируются симметрично оси сварки так, чтобы наружный грат был минимальным.
Регулировка кондуктора заключается в перемещении скользящих контактов на минимальное расстояние к точке сварки, что приводит к повышению коэффициента полезного действия.
Переоборудование сварочной клети
Замена верхних валков возможна без демонтажа боковых валков и нижнего валка, а также без разделения «непрерывной трубы».
Верхние валки выводятся на один уровень, затем привод верхней балки перемещается вверх. Эти действия можно произвести параллельно. Опорные салазки для верхних валков гидравлически перемещаются из позиции останова в позицию приема в центре клети. Верхние валки размещаются на салазках и деблокируются гидравлически. Система регулировки верхних валков перемещает их в высшую позицию, в которой верхние валки и их держатели деблокируются. Они выдвигаются вместе с опорными салазками сбоку клети и принимаются цеховым краном со специальным подвесным приспособлением.
Монтаж новых валков осуществляется аналогично в обратном порядке.
Замена боковых валков возможна без демонтажа верхних валков и нижнего валка.
Боковые валки в своих держателях перемещаются в позицию смены с помощью редукторного двигателя. В этой позиции цеховой кран может перенять их вместе с держателями.
Монтаж новых валков осуществляется аналогично в обратной последовательности.
Замена нижнего валка возможна только в том случае, если верхние валки демонтированы, а верхняя балка перемещена в верхнюю позицию.
Боковые валки выводятся наружу. Нижний валок вместе с держателем может демонтироваться цеховым краном. Держатель нижнего валка без крепления опирается только на соответствующую систему регулирования.