

2.2.4 Расчет приспособления на точность
Точностной расчет приспособления производится по методике [9,12].
Анализ структуры технологической схемы представлен на рисунке 2.2.3
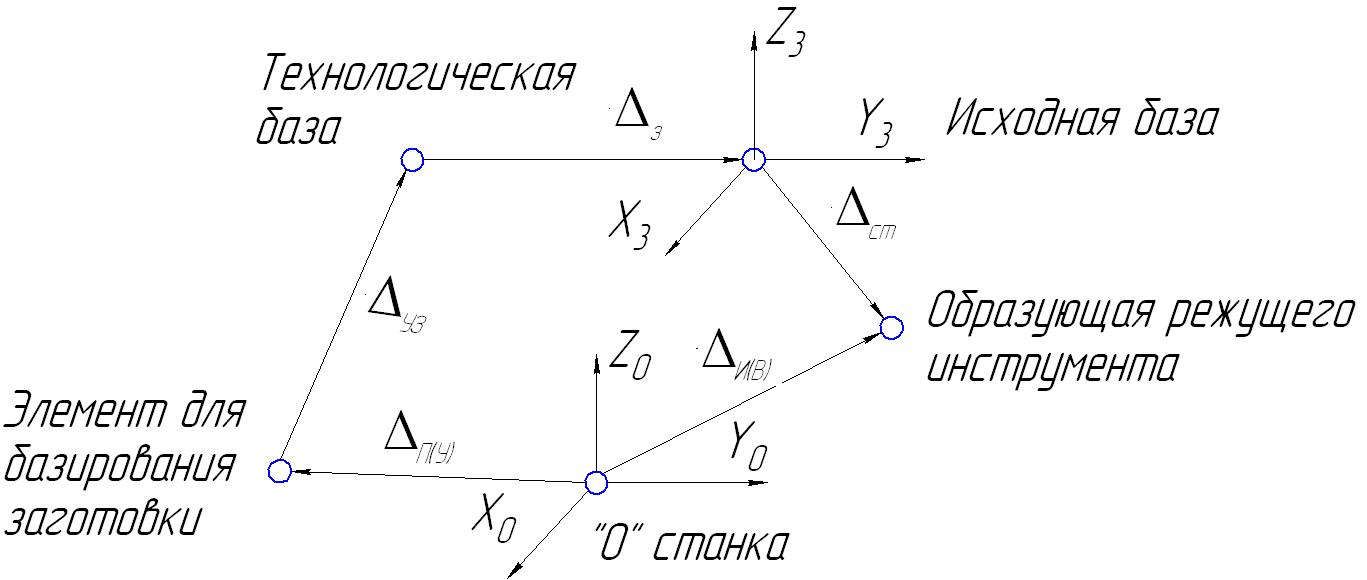
Рисунок 2.2.3 – Анализ структуры технологической схемы
Точностной
расчет для размера ø![]()
При выполнении операции с применением рассматриваемого приспособления ожидаемая погрешность обработки не должна превышать заданного допуска на размер:
TL>ΔΣ,
где TL – допуск заданного размера (числовое выражение точности);
ΔΣ – суммарная погрешность обработки, численно равная расчетной величине рассеивания размеров.
Суммарная погрешность определяется по формуле:
ΔΣ=1/k![]() ,
(2.2.7)
,
(2.2.7)
где Δз- погрешность заготовки, определяемая погрешностью положения технологической базы относительно исходной;
Δуз – погрешность установки заготовки;
Δп(у)– погрешность положения элемента приспособления для базирования заготовки;
Δи(в)- погрешность положения вершины режущего инструмента;
k– коэффициент, учитывающий долю статической составляющей в общей погрешности, k=0,6.
Погрешность заготовки определяется по формуле:
![]() ,
(2.2.8)
,
(2.2.8)
где ΔТБ- погрешность положения технологической базы, ΔТБ = 0,035;
ΔИБ- погрешность положения исходной базы, ΔИБ = 0,05.
Тогда после подстановки получаем:
![]() мм.
мм.
Погрешность установки заготовки определяются по формуле:
![]() ,
(2.2.9)
,
(2.2.9)
где Smax- наибольший зазор в сопряжении заготовки с установочным элементом, Smax= 0,02 мм;
Тизн- допуск на износ, Тизн = 0,03 мм.
После подстановки получаем:
![]() мм.
мм.
Погрешность положения элемента приспособления для базирования заготовки определяются по формуле:
![]() .
(2.2.10)
.
(2.2.10)
После подстановки получаем:
![]() мм.
мм.
Погрешность положения вершины режущего инструмента складывается из погрешности системы программного управления станка и половины радиального биения режущих кромок сверла:
![]() мм.
мм.
После подстановки получаем численные значения суммарной погрешности обработки.
ΔΣ=1/0,6![]() мм.
мм.
Проведенный расчет показал, что результирующая погрешность меньше, чем допуск на размер:
ТL = 0,145 мм ∑ = 0,127 мм.
Полученный результат свидетельствует, что разработанное приспособление обеспечивает заданную точность.
2.2.5 Расчет элементов приспособления на прочность
Расчет элементов приспособления на прочность производится по методике, предложенной в [6].
В процессе эксплуатации элементы приспособления подвергаются действию переменных нагрузок. Расчет на прочность производим для более слабых деталей. Такой деталью в данном приспособлении является резьбовое соединения штока и гайки. Основной вид разрушения резьбового соединения – срез. В соответствии с этим основным критерием работоспособности, расчет резьбового соединения на прочность ведется по связанными с ними напряжениями среза τ.
![]() ,
(2.2.11)
,
(2.2.11)
где τср – действующее напряжение, МПа;
F – исходное усилие зажима , F;
[τср] – допустимое напряжение для стали 40Х, [τср] = 90 МПа;
![]() -
внутренний диаметр резьбы, d = 14,051 мм;
-
внутренний диаметр резьбы, d = 14,051 мм;
Н- глубина завинчивания, Н = 18 мм;
К - коэффициент полноты резьбы, K = 1;
Км - коэффициент неравномерности нагрузки, Kм = 0,6;
n - количество резьбовых соединений.
Определим действующие напряжение:
![]() МПа.
МПа.
Проведенный расчет показал, что действительное напряжение меньше, чем допустимое напряжение:
τср
= 7,2 МПа
![]() [τср] = 90 МПа.
[τср] = 90 МПа.
Минимальный диаметр штифта определяется по формуле:
![]() (2.2.12)
(2.2.12)
После подстановки получаем:
![]() мм.
мм.
В нашем случае минимальный диаметр резьбового соединения равен d=8 мм, т.е. запас прочности резьбы вполне достаточен для нормальной работы приспособления. Полученный результат свидетельствует, что разработанное приспособление обеспечивает заданную прочность.