

3. Хімічне фрезерування (контурне труєння)
Суть процесу хімічного фрезерування полягає в регульованому видаленні матеріалу з поверхні заготівки розчиненням його в травителе за рахунок хімічної реакції. Ділянки заготовки, неналежні розчиненню, покривають захисним шаром хімічно стійкого матеріалу.
Швидкість знімання багатьох матеріалів складає до 0,1 мм/мін.
Переваги процесу:
висока продуктивність і якість обробки
можливість отримання деталей складної конфігурації як малою так і значної товщини (0,1-50) мм;
малі енергетичні витрати (переважно використовується хімічна енергія);
короткий цикл підготовки виробництва і простота його автоматизації;
безвідходна за рахунок регенерації продуктів процесу.
В процесі обробки знімання матеріалу може проводитися зі всієї поверхні заготівки, на різні глибини або на всю товщину деталі (крізне фрезерування). Хімічне фрезерування включає наступні основні етапи: підготовку поверхні заготівки; нанесення захисного шару малюнка; хімічне труїть; видалення захисного шару і контроль якості виробів (см .рис .3.1).
Підготовка поверхні - це очищення її від органічних і неорганічних речовин, наприклад, за допомогою електрохімічного знежирення. Ступінь очищення визначається вимогами до подальших операцій.
Нанесення захисного шару малюнка здійснюється способами: ручною і механізованою гравірування по хибному (лаковому, восковому) шару, способом ксерографии, трафаретної, офсетної, а також фотохімічного друку.
У приладобудуванні найбільше застосування отримав спосіб фотохімічного друку, який забезпечує малі розміри виробів і високу точність. В даному випадку для отримання захисного шару заданої конфігурації використовують фотошаблон (фотокопія деталі в збільшеному масштабі на прозорому матеріалі). Як захисний шар застосовують рідкі і плівкові фоторезисты, що володіють світлочутливістю. Рідкі, найбільш освоєні в промисловості, вимагають високої якості очищення поверхні заготовок. Для нанесення їх на поверхню використовують один із способів: занурення, поливши, розпилювання, центрифугування, накочення валяннями, напилення в електростатичному полі. Вибір способу залежить від типу виробництва (безперервне нанесення або на окремі заготовки); вимог до товщини і рівномірності утворюваної плівки, які визначають точність розмірів малюнка і захисні властивості резиста.
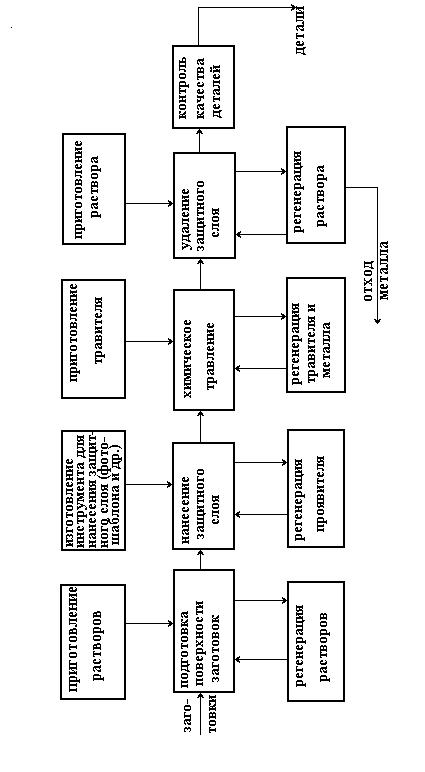
Мал. 3.1. Загальна схема технологічного процесу хімічного фрезерування.
Фотохімічний друк захисного малюнка окрім операції нанесення фоторезиста і його сушки, включає операції експонування шару фоторезиста через фотошаблон, прояв малюнка і дублення захисного шару. При прояві певні ділянки шару фоторезиста розчиняються і віддаляються з поверхні заготівки. Шар фоторезиста, що залишився, у вигляді малюнка, визначеного фотошаблоном, після додаткової термічної обробки - дублення - служить захисним шаром при подальшій операції того, що хімічного труїть.
Операція
того, що хімічного труїть визначає
остаточну якість і вихід придатної
продукції. Процес того, що труїть протікає
не тільки перпендикулярно поверхні
заготівки, але і убік (під захисний шар),
що знижує точність обробки. Величину
затруювання оцінюють через чинник того,
що труїть, який рівний![]() ,
де Нтр - глибина того, що труїть, е -
величина затруювання. Швидкість
розчинення визначається властивостями
оброблюваного металу, складом розчину,
що труїть, його температурою, способом
подачі розчину на поверхню, умовами
відведення продуктів реакції і підтримкою
властивостей розчину, що труять. Своєчасне
припинення реакції розчинення забезпечує
задану точність обробки, яка орієнтування
складає 10% від глибини обробки (труять).
,
де Нтр - глибина того, що труїть, е -
величина затруювання. Швидкість
розчинення визначається властивостями
оброблюваного металу, складом розчину,
що труїть, його температурою, способом
подачі розчину на поверхню, умовами
відведення продуктів реакції і підтримкою
властивостей розчину, що труять. Своєчасне
припинення реакції розчинення забезпечує
задану точність обробки, яка орієнтування
складає 10% від глибини обробки (труять).
Широке застосування в даний час знаходять травители на основі солей з аміном - окислювачем, серед яких найчастіше використовують хлор, кисневі з'єднання хлора, бихромат, сульфат, нітрат, перекис водню, фтор. Для міді і її сплавів, ковара, стали і інших сплавів найбільшого поширення набули розчини хлорного заліза ( FeCl3 ) з концентрацією від 28 до 40% (вагових) і температурою в межах (20 - 50) З, які забезпечують швидкість розчинення (20 - 50) мкм/мин.
Серед відомих способів ті, що труять розрізняють занурення заготівки в спокійний розчин; у перемішуваний розчин; наприскування розчину; розпилювання розчину; струменеве труїть (горизонтальне або вертикальне). Кращу точність обробки забезпечує те, що струменеве труїть, яке полягає в тому, що розчин, що труїть, під тиском через форсунки подається на поверхню заготівки у вигляді струменів.
Контроль якості деталей включає візуальний огляд їх поверхні і вимірювання окремих елементів.
Процес хімічного фрезерування найбільш вигідний при виготовленні плоских деталей складної конфігурації, які у ряді випадків можуть бути отримані і механічним штампуванням. Практикою встановлено, що при обробці партій деталей в кількості до 100 тис. вигідніше хімічне фрезерування, а понад 100 тис. - штампування. При дуже складній конфігурації деталей, коли неможливе виготовлення штампу, застосовується тільки хімічне фрезерування. Слід враховувати, що процес хімічного фрезерування не дозволяє виготовляти деталі з гострими або прямими кутами. Радіус закруглення внутрішнього кута повинен бути не меншого половини товщини заготівки S, а зовнішнього кута - більше 1/3 S, діаметр отворів і ширина пазів деталей повинні бути більше 2 S.
Метод знайшов широке застосування в електроніці, радіотехніку, електротехніку і інших галузях у виробництві друкарських плат, інтегральних схем, при виготовленні різних плоских деталей з складною конфігурацією (плоских пружин, растрових масок для кінескопів кольорових телевізорів, масок з малюнком схем, використовуваних в процесах термічного напилення, сіточок для бритв, центрифуг і інших деталей).