

7.2. Іонно-променева розмірна обробка (іпро)
Під розмірною іонно-променевою обробкою подразумевать кероване видалення або нанесення певного об'єму оброблюваного матеріалу за допомогою прискорених іонних пучків, а також локальна зміна фізичних властивостей заготівки за площею або за об'ємом.
Іонна дія на матеріали різко відрізняється від результатів традиційних способів обробки. Сфокусовані іонні потоки є унікальним інструментом для прецизійної обробки і дозволяють, наприклад, в мікроелектроніці створювати принципово нові конструкції приладів з великою щільністю розміщення елементів в конструкції.
Залежно від режиму обробки (типу іонів, їх енергії, щільності потоку і кута бомбардування іонів) можна проводити осадження матеріалу на заготівку (мішень) або видалення (розпилювання) певного шару з її поверхні, здійснюючи формоутворення складних контурів. При цьому знімання матеріалу здійснюється без значного розігрівання із збереженням бездефектної структури і високою точністю обробки у відмінність, наприклад, від електронної дії.
Механізм розмірної обробки при зніманні матеріалу (розпилюванні) заснований на видаленні поверхневих атомів заготівки в результаті дії на них заздалегідь сформованих і прискорених до необхідних енергій пучків іонів. Схема каскаду пружних зіткнень атомів в матеріалі при іонному бомбардуванні представлена на мал. 7.1.
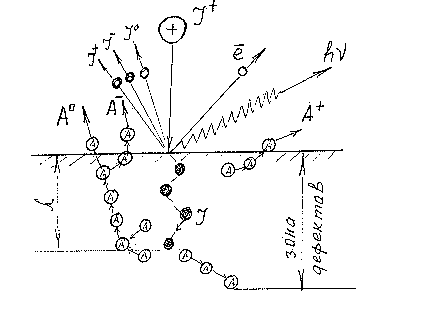
Мал. 7.1. Схема фізичних явищ при іонно-променевій розмірній обробці:
I+,I-,I0- бомбардуючий і назад розсіяні іони в різному зарядовому стані, А+,А-,А0- распыленные атоми в різному зарядовому стані, е- - вторинні електрони, h- фотони, - довжина вільного пробігу іона.
Іони, що мають високу кінетичну енергію, упроваджуються в матеріал. При своєму русі вони випробовують пружні і непружні зіткнення з ядрами атомів і електронами речовини. Відбувається зсув і збудження атомів, зміна структури матеріалу в зоні зіткнень. Бомбардуючі іони частково відбиваються від поверхні, причому вони можуть змінювати в процесі зворотного розсіяння свій зарядний стан. Відбувається знімання з поверхні (розпилювання) атомів матеріалу, які також можуть знаходитися в різному зарядовому стані. Взаємодія супроводжується вторинною електронною емісією, електромагнітним випромінюванням, спектр якого тягнеться від інфрачервоного до рентгенівського.
Враховуючи, що щільність іонного струму 100 мкА/см2 відповідає падінню на оброблювану поверхню одного іона за 10 з, а час пружної взаємодії атома з іоном порівнянно з цим часом, то в результаті кожної дії віддалятиметься один атом. Цілий моношар атомів з майданчика 1 см розпилюється за 1 з, а шар товщиною 1 мкм за 1 годину. Орієнтування швидкість знімання складає 3 А/с, яка залежить від коефіцієнта розпилювання оброблюваного матеріалу Sp:
(7.2.1)

де до - коефіцієнт, що враховував теплоту сублімації матеріалу, M1 і M2, - маса прискореного іона, атома твердого тіла відповідно, n - довжина вільного пробігу іона в заготівці при гальмуванні; Е - енергія іона.
Коефіцієнт розпилювання - це кількість распыленных атомів, що доводяться на один бомбардуючий іон (атом) /ион). При розпилюванні багатокомпонентних матеріалів, для характеристики розпилювання користуються парціальними коефіцієнтами розпилювання окремих компонентів або коефіцієнтом розпилювання, вираженим в одиницях молекула/іон» У разі, коли склад продуктів розпилювання є невизначеним (наприклад, доячи полімерних з'єднань типу фоторезистов), оперують поняттям швидкості розпилювання при заданій потужності іонної обробки. Швидкість ( Vр) і коефіцієнт розпилювання зв'язані співвідношенням:
(7.2.2)
![]()
де е- заряд електрона, Кл; - щільність матеріалу, Г/см3; j - щільність струму іонів, А/см2; М2 - маса атомів матеріалу, Г/моль; NА- число Авогадро, моль-1.
Ефективність процесу іонного розпилювання визначається: залежністю коефіцієнта розпилювання від характеристик бомбардуючих іонів (атомного номера, маси, енергії, спрямованості руху іонів по відношенню до оброблюваного матеріалу); від характеристик оброблюваного матеріалу (атомного номера, маси, відносної щільності, енергії зв'язку атомів, складових матеріал, ступені кристалічності матеріалу і стану його поверхні); щільність струму бомбардуючих іонів; впливом середовища (тиску і складу залишкових і робочих газів, наявністю різного роду випромінювань) і т.п.
Для здійснення розмірної обробки застосовуються іонно-променеві установки, основною відмітною ознакою яких від плазмових, є розділення зон утворення енергетичних іонів і обробки матеріалів. Запалення розряду, формування плазми і прискорення іонів здійснюється в автономному пристрої - джерелі іонів. Сформовані потоки іонів виходять з отвору, безліч отворів або вузьких щілин тій або май форми, що мають обмежену газову провідність. Ця обставина дозволяє забезпечити великий перепад тиску в зонах іонізації газу і обробки матеріалів. Високий тиск 10-1- 101 Па в розрядній камері джерела дозволяє досягати високого ступеня іонізації газу, відносний низький тиск 10-2 - 10-4 Па в зоні обробки дозволяє зберегти енергію частинок. Оброблюваний виріб (підкладка або мішень, що розпилюється) знаходиться під потенціалом землі, що забезпечує його ефективне охолоджування і вільні маніпуляції з ним.
Іонно-променеві установки забезпечують потік вибраного типу іонів (аргону, молекулярного кисню, фосфору, бору і інших елементів), енергія яких знаходиться в діапазоні сотень тисяч електрон-вольт; щільність тока- декілька мА/см2, при цьому іонний пучок може фокусуватися до діаметру (1,5-5) мкм і скануватися за допомогою ЕОМ по оброблюваній поверхні або може бути досить широким (декілька десятків мм). Схема однієї з найбільш поширеної установки того, що іонно-променевого труїть з джерелом типа Кауфмана представлена на мал. 7.2 . Іонізація газу (аргону) відбувається в просторі катод-анод при подачі на останній позитивного потенціалу 100 В. Эмитируемые катодом електрони, рухаючись в магнітному полі у напрямку до анода, викликають іонізацію Напрям електричного і магнітного полий в цьому джерелі співпадають. Іони, що утворилися, витягуються з плазми електричним полем, що створюється між високовольтною сіткою і сіткою, що має потенціал землі. Важ елемент відбору і прискорення іонів складається з трьох сіток, третя розташована між першими двома сітками і має негативний щодо плазми потенціал для віддзеркалення електронів. Сітки є диски з безліччю отворів, прозорість яких складає 80 %.
Як вже наголошувалося сучасні процеси ИЯРО діляться на наступні різновиди (див. табл. 7.1): іонно-променеве труїть, нанесення іонно-променевим розпилюванням, реактивне іонно-променеве нанесення, іонно-хімічне труїть. Розглянемо стисло їх характеристики.
Те, що іонно-променеве труїть - розпилювання провідних і діелектричних матеріалів направленим пучком енергетичних іонів інертних газів. Змінюючи кут падіння іонів на оброблюваний матеріал, можна управляти таким, що труїть. Основне призначення процесу - створення елементів топології інтегральних мікросхем на поверхні матеріалів.
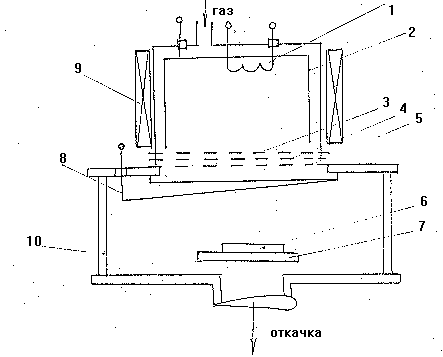
Мал. 7.2. Схема іонно-променевої установки того, що труїть з джерелом Кауфмана:
1- катода, 2- анода, 3- прискорююча сітка, 4- сітка, що відображає електрони, 5- заземлена сітка, 6- підкладки, 7- робочий стіл, 8- катода нейтралізації, 9- соленоїда, 10- робоча камера.
При формоутворенні поверхонь розпилюванням здійснюю такі операції як: фрезерування, точіння, свердлення, розрізання, шліфування і полірування різних матеріалів, особливо тугоплавких і важко оброблюваних. Наприклад, заміна алмазного шліфування і полірування пластинок пристроїв, що запам'ятовують, на іонне шліфування дозволило зменшити товщину пластинок до (10-20) мкм, а коэрцитивную силу в 15 разів. Режим шліфування: струм іонів аргону 100 мкА, енергія іонів би кэВ, кут бомбардування 65, час обробки (0,5-1) година.
Іонний промінь дозволяє також виготовляти отвори діаметром 25 А і більш на глибину 10 мкм і більш, а також фотошаблони з розмірами елементів 1,5-2 мкм без роз'ятрення меж малюнка. При токарній обробці можливе отримання деталей діаметром до 50 мкм і менш з крихкі тверді мі інших матеріалів.
При іонно-променевому очищенні заготовок в технології мікроелектронних пристроїв можливе досягнення поверхонь близьких до атомний-чистого при чергуванні іонного бомбардування з термічним знегажуванням.
Те, що іонно-хімічне труїть - труїть матеріалів направленими пучками хімічно активних іонів. Видалення матеріалу здійснюється при хімічній і фізичній взаємодії ієна з поверхнею. При малих енергіях іона переважає хімічна взаємодія, при високих - фізичне. Хімічна природа процесу того, що іонно-хімічного труїть забезпечує його високу вибірковість дії на різні матеріали.
Нанесення іонно-променевим розпилюванням - отримання плівкових покриттів розпилюванням матеріалу мішені пучком енергетичних іонів інертних газів, що направляється. Распыленные частинки матеріалу мішені досягають підкладки без зіткнень про газом середовища і зберігають свою енергій) до конденсації на підкладці.
Нанесення іонно-променевим розпилюванням - отримання плівкових покриттів розпилюванням матеріалу мішені пучком енергетичних іонів інертних газів, що направляється. Распыленные частинки матеріалу мішені досягають підкладки без зіткнень про газом середовища і зберігають свою енергій) до конденсації на підкладці.
Реактивне іонно-променеве нанесення - отримання складних по складу плівкових покриттів розпилюванням мішені пучком, що містить іони реактивного газу або в середовищі реактивного газу. Реактивне іонно-променеве нанесення розділяють на: розпилювання матеріалу мішені пучком іонів інертного газу про одночасною подачею реактивного газу в область конденсації плівки; розпилювання пучком, що складається з суміші інертних і реактивних газів; розпилювання пучком що складається тільки з іонів реактивного газу. Плівка, що отримується в даних процесах, - продукт хімічної взаємодії реактивного газу і распыленного матеріалу. Дані процеси використовуються для отримання клен оксидів, нитридов, оксинитридов, а також для синтезу нових матеріалів. Можливість гнучкого управління, програмування і автоматизації контролю дозволяють застосовувати такі процеси, наприклад, для вирощування елементів мікросхем складної структури.