

Встановлення трикулачкового самоцентрувального патрона
Перш ніж нагвинчувати патрон на шпиндель, слід ретельно протерти ганчіркою, змоченою в гасові, різьбу на кінці шпинделя і в отворі патрона і потім змастити їх машинним мастилом. Легкий патрон підносять обома руками безпосередньо до кінця шпинделя й нагвинчують його до упору (рис. 1.3.63). Важчий патрон рекомендується покласти на дошку або дерев'яний брусок спеціальної форми (рис. 1.3.64); підвівши отвір патрону до кінця шпинделя, нагвинчують його до упору, як і в першому випадку, вручну. Нагвинчуючи патрон, слід стежити за тим, щоб не перекосити різьбу.
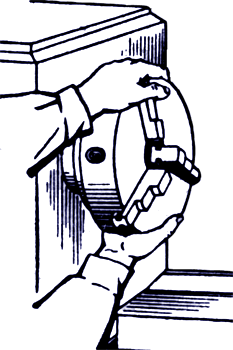
Рис. 1.3.63. Нагвинчування на шпиндель легкого патрона

Рис. 1.3.64. Нагвинчування на шпиндель важкого патрона
Нагвинчуючи та згвинчуючи важкий патрон, рекомендується вдаватися до допомоги підсобного робітника.
Згвинчують патрон таким чином: вставляють у нього ключ (рис. 1.3.65) і обома руками роблять ривок на себе.

Рис. 1.3.65. Згвинчування патрона за допомогою ключа
Інші способи згвинчування, пов'язані з різкими ударами по патрону або по кулачках, неприпустимі: патрон пошкоджується, кулачки в його корпусі розхитуються. Щоб уникнути нещасного випадку, забороняється згвинчувати або нагвинчувати кулачкові патрони під час обертання шпинделя від електродвигуна.
Способи установлення патронів у центрах
Поширеним способом обробки деталей на токарних верстатах є обробка в центрах (рис. 1.3.66). При цьому способі в торцевих поверхнях оброблюваної деталі попередньо свердлять центрові отвори. Установлюючи деталь на верстаті, у ці отвори вводять вершину конуса переднього 2 та заднього 4 центрів. Для передачі обертання оброблюваної деталі застосовують повідковий патрон 1, що нагвинчується на шпиндель верстата, і хомутик 3.
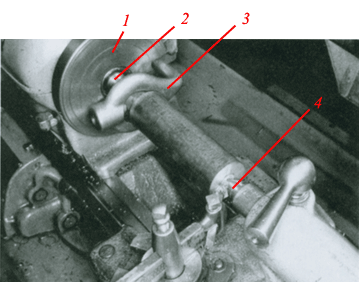
Рис. 1.3.66. Оброблення деталі в центрах:
1 — повідковий патрон; 2 — конус переднього центру; 3 — хомутик; 4 — конус заднього центру
Вільний кінець хомутика за допомогою паза (рис. 1.3.66) або пальця 1 (рис. 1.3.67) повідкового патрона приводить деталь до обертання. У першому випадку хомутик 3 робиться відігнутим (див. рис. 1.3.66), у другому — прямим 2 (див. рис. 1.3.67). Повідковий патрон з пальцем 1, показаний на рис. 1.3.67, являє небезпеку для робітника; більш безпечною є повідкова планшайба із захисним кожухом.

Рис. 1.3.67. Застосування повідкового патрона з пальцем
Деякі деталі (типу втулок, заготовки зубчастих коліс тощо), що мають оброблені отвори, установлюють у центрах за допомогою спеціальних центрових оправок, що можуть бути різних конструкцій. Одну з конструкцій оправок, що застосовуються, показано на рис. 1.3.68. Оброблювану деталь 2 надягають на циліндричну шийку 3 оправки, після чого на оправку надягають шайбу 4, а потім нагвинчують гайку 5. Цією гайкою деталь закріплюється на оправці, упираючись у буртик 1. На лівому кінці оправки закріплюють болтом хомутик 6. У такому вигляді оправку разом із закріпленою на ній деталлю та хомутиком вставляють у центри за допомогою центрових отворів, що є в обох торцях оправки.

Рис. 1.3.68. Установлення й закріплення деталі на оправці:
1 — буртик; 2 — оброблювана деталь; 3 — циліндрична шийка оправки; 4 — шайба; 5 — гайка; 6 — хомутик
Центри. На токарних верстатах застосовують різні типи центрів. Найпоширеніший центр показаний на рис. 1.3.69. Він складається з конуса, на який встановлюється оброблювана деталь, і конічного хвостовика. Хвостовик повинен точно входити в конічний отвір шпинделя передньої бабки та пінолю задньої бабки.

Рис. 1.3.69. Центр упорний
Вершина конуса центру має точно збігатися з віссю хвостовика. Для перевірки центр вставляють в отвір шпинделя та починають його обертати. Якщо центр справний, то вершина його конуса не буде «бити».
Передній центр обертається разом зі шпинделем і оброблюваною деталлю, тоді як задній центр здебільшого нерухомий — об його поверхню треться деталь, що обертається. Від тертя нагріваються та зношуються як конічна поверхня заднього центру, так і поверхня центрового отвору деталі. Для зменшення тертя необхідно наповнити центровий отвір деталі біля заднього центру густим мастилом такого складу: тавот — 65 %, крейда — 25 %, сірка — 5 %, графіт — 5 % (крейда, сірка й графіт мають бути ретельно розтерті).
Відсутність мастила призводить до згоряння кінця центру, а також до псування та задирок поверхонь центрового отвору.
Під час обточування деталей на великих швидкостях (v > 75 м/хв) відбувається швидке зношення центру та збільшення центрового отвору деталі. Для зменшення зношення заднього центру його кінець іноді оснащують твердим сплавом; краще, однак, застосовувати центри, що обертаються.
На рис. 1.3.70 показано конструкцію обертового центру, що вставляється в конічний отвір пінолю задньої бабки. Центр обертається в кулькових підшипниках. Осьовий тиск сприймається упорним кульковим підшипником. Конічний хвостовик корпусу центру відповідає конічному отвору пінолю.

Рис. 1.3.70. Обертовий центр, що вставляється в піноль задньої бабки
Під час обробки важких деталей на великих швидкостях різання, а також зрізання стружок великого перерізу обертові центри мають недостатню жорсткість, унаслідок чого можливе і віджимання деталі, і сильні вібрації в роботі. Щоб уникнути цих явищ, застосовують обертові центри, вбудовані в піноль задньої бабки.
На рис. 1.3.71 показано центр, встановлений у піноль задньої бабки. В передній частині обертового центру встановлені радіальні підшипники.

Рис. 1.3.71. Обертовий центр, встановлений у піноль задньої бабки
Налагодження верстата для обробки в центрах. Для отримання циліндричної поверхні при обточуванні заготовки в центрах необхідно, щоб передній і задній центри знаходились на осі обертання шпинделя, а різець переміщувався паралельно цій осі. Щоб перевірити правильність розташування центрів, слід присунути задній центр до переднього (рис. 1.3.72). Якщо вершини конусів центрів не збігаються, слід відрегулювати положення корпусу задньої бабки на плиті. Без такого регулювання обточувана поверхня вийде конічною. Розбіжність центрів може бути також викликана попаданням бруду або стружки в конічні отвори шпинделя або пінолю. Щоб уникнути цього, слід перед установленням центрів ретельно витерти отвори шпинделя або пінолю, а також конусну частину центрів. Якщо і після цього передній центр при обертанні, як кажуть, «б'є», то він несправний і може бути замінений іншим.

Рис. 1.3.72. Перевірка збігу центрів
Переконавшись, що центри знаходяться на одній осі, розпочинають установлення деталі.
Для цього слід:
1) висунути піноль з корпусу задньої бабки на 30—50 мм;
2) пересунути задню бабку станиною (залежно від довжини оброблюваної деталі), закріпити її на станині;
3) змастити у деталі центровий отвір для заднього центру;
4) установити деталь центровим отвором на передній центр і, підтримуючи її лівою рукою, ввести задній центр в центровий отвір деталі обертанням маховичка задньої бабки; у пінолю має бути невеликий виліт з корпусу задньої бабки: чим менше висунутий піноль, тим він стійкіший і тим більша його жорсткість;
5) перевірити вільне, але без слабини, обертання деталі в центрах; затиснути піноль у корпусі задньої бабки.
Слід завжди пам'ятати, що під час точіння виникає великий тиск різця на деталь, у результаті якого деталь може бути відтиснута від різця. Якщо деталь недостатньо надійно закріплена або різець неправильно встановлений, деталь буде вирвано з центрів, що може призвести до нещасного випадку. Неточність, недбалість і неправильність установлення і закріплення деталей і різця часто спричиняють брак. Ось чому до їх установлення та закріплення слід ставитися дуже уважно.
Під час точіння деталь нагрівається та подовжується, створюючи підсилене натискання на центри. Щоб запобігти можливому вигину деталі та заїданню заднього центру, слід час від часу звільняти задній центр, а потім його знову підтискати до нормального стану. Слід також періодично додатково змащувати центровий отвір біля заднього центру.