

Загальні відомості про контрольно-вимірювальний інструмент і роботу з ним
Виготовлення різних деталей методами механічної обробки обов'язково контролюється: перевіряється відповідність одержуваних розмірів циліндричності або площинності, ступеня шорсткості вимогам вихідного креслення.
Контроль здійснює сам робітник (наприклад, токар) безпосередньо на робочому місці. У разі індивідуального виготовлення деталі контроль виконується на кожному переході операції, у разі серійного виробництва деталей з налагодженням інструментів на розмір (наприклад, відносно упорів) контроль здійснюється періодично. Виготовлені деталі перевіряються контролером відділу технічного контролю (ВТК). Продукція вважається готовою тільки після контрольної перевірки.
Контроль виготовленої деталі виконується за допомогою різноманітних вимірювальних інструментів і приладів, до яких належать: штрихові, штрихові з ноніусом, мікрометричні, двограничні калібри, кутоміри тощо. Розглянемо контрольно-вимірювальні інструменти, які застосовуються токарем 2 розряду безпосередньо на робочому місці при виконанні робіт.
Найпростіший вимірювальний інструмент — металева лінійка, на шкалі якої нанесені міліметрові або дюймові поділки та цифри. Лінійка використовується для безпосереднього вимірювання довжини деталей (з точністю до 1 мм) або для перенесення розміру під час розмічування. Застосовується також дерев'яна складана лінійка та рулетки — металеві стрічки різної довжини, вміщені в захисний корпус.
Найпоширенішими штриховими інструментами з ноніусом є штангенциркулі. На рис. 1.3.77 зображено штангенциркуль ШЦ-1. Базова деталь штангенциркуля — штанга 5 з нерухомими губками 7 і 9. На штанзі нанесено основні міліметрові поділки. По штанзі переміщується повзунок 3 з рухомою губкою 2, який стопориться гвинтом 4. До повзунка прикріплений стрижневий глибиномір 6. На повзунок нанесена шкала ноніуса 7, яка має 10 поділок на довжині 1,5 мм. Розмір між губками прочитується так: цілі міліметри основної шкали зчитуються за першою поділкою шкали ноніуса плюс десяті частки міліметра, позначені поділкою ноніуса, яка збігається з однією із поділок основної шкали.
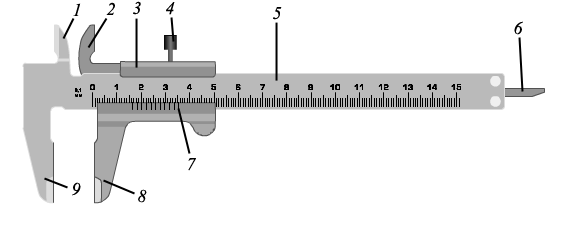
Рис. 1.3.77. Штангенциркуль ШЦ-1:
1, 2 — нерухома і рухома губки для контролю внутрішнього розміру; 3 — повзунок; 4 — гвинт-стопор; 5 — штанга з основною міліметровою шкалою; 6 — глибиномір; 7 — ноніус; 8, 9 — рухома і нерухома губки для контролю зовнішнього розміру
На рис. 1.3.78 показано приклад прочитання розміру 16,6 мм — 16 мм плюс шість десятих, оскільки шоста поділка на ноніусі збіглася з поділкою основної шкали.

Рис. 1.3.78. Приклад прочитання розміру (16,6 мм) за шкалою ноніуса штангенциркуля ШЦ-1, ціна поділки ноніуса 0,1 мм:
1 — основна шкала; 2 — шкала ноніуса
Приклад застосування штангенциркуля ШЦ-1 для контролю зовнішнього діаметра зображено на рис. 1.3.79.
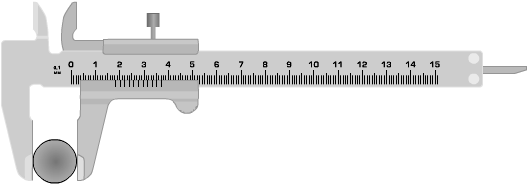
Рис. 1.3.79. Приклад застосування штангенциркуля ШЦ-1
Шкала ноніуса штангенциркуля ШЦ-2 (1.3.80) має 20 поділок на довжині 39 мм, точність вимірювання — до 0,05 мм. Наприклад, на рис. 1.3.81 прочитується розмір 0,95 мм.
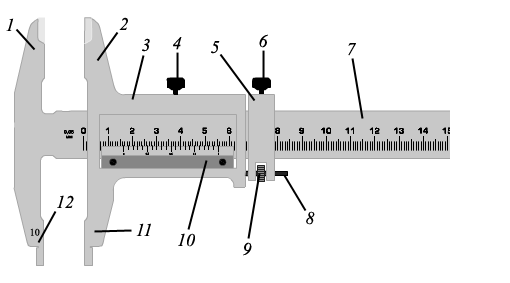
Рис. 1.3.80. Штангенциркуль ШЦ-2:
1, 2 — нерухома і рухома губки для розмічування; 3 — повзунок; 4 — гвинт-стопор; 5 — колодка; 6 — гвинт-стопор для колодки;
7 — штанга з основною міліметровою шкалою; 8 — гвинт точного регулювання повзунка; 9 — гайка точного регулювання;
10 — ноніус; 11, 12 — рухома і нерухома губки для контролю внутрішнього розміру
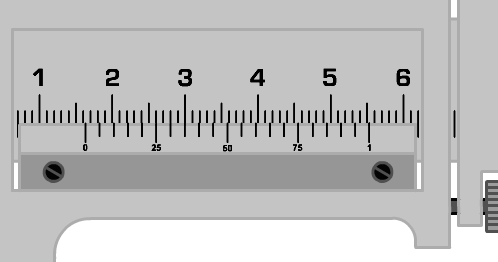
Рис. 1.3.81. Фіксація розміру (16,25 мм) на штангенциркулі ШЦ-2. Ціна поділки ноніуса 0,05 мм
Вимірювальні губки штангенциркуля ШЦ-2 мають ширину 5 мм, тому у разі вимірювання внутрішніх розмірів до прочитаного розміру додається 10 мм. Верхні загострені губки використовуються для розмічування.
Останнім часом на виробництві широко застосовуються штангенциркулі із вбудованим індикатором годинникового типу (рис. 1.3.82), завдяки якому точність вимірювання підвищується до 0,01 мм. Досконалішим є штангенциркуль з електронним індикатором розміру (рис. 1.3.83).
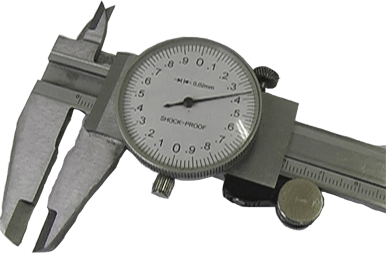
Рис. 1.3.82. Штангенциркуль з індикатором годинникового типу

Рис. 1.3.83. Штангенциркуль з електронним індикатором розміру
До штангенінструментів належить і штангенглибиномір (рис. 1.3.84).

Рис. 1.3.84. Штангенглибиномір
На виробництві для прискорення технологічного процесу і забезпечення високої точності виконавчих розмірів зовнішніх діаметрів у межах допуску користуються граничними калібрами-скобами.
Калібр-скоба має дві вимірювальні поверхні: один розмір відповідає найбільшому граничному розмірові, а другий — найменшому. Розмір вважається правильним, якщо прохідний бік скоби ПР вільно находить на вимірювану поверхню, а непрохідний НЕ — не находить. Існують одно- (рис. 1.3.85) та двобічні (рис. 1.3.86) калібри-скоби. Крім того, застосовуються також регульовані граничні скоби (рис. 1.3.87).

Рис. 1.3.85. Однобічні граничні калібри-скоби

Рис. 1.3.86. Двобічна граничний калібр-скоба
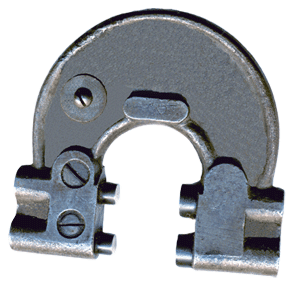
Рис. 1.3.87. Однобічний регульований калібр-скоба
Приклад контролю калібром-скобою показано на рис. 1.3.88.
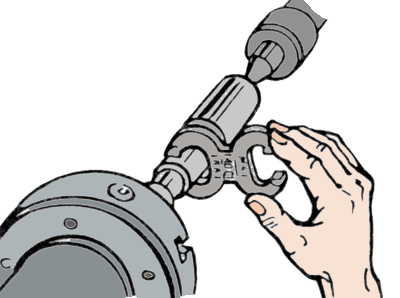
Рис. 1.3.88. Контроль діаметра деталі калібром-скобою на токарному верстаті
Калібри періодично перевіряються за допомогою мірних плиток.
Точні мірні плитки мають такі чисті (дзеркальні) поверхні, що вони можуть «притиратися» одна до одної, утворюючи блоки на певні розміри з точністю до 0,001 мм.
У разі надмірного зносу вимірювальних поверхонь калібри-скоби вилучаються з ужитку.
Метод контролю калібрами, тобто без замірювання фактичного розміру, називається відносним методом контролю.