


Реферат
Название курсового проекта – «Эколого-экономическое обоснование внедрения газоочистного оборудования в лакокрасочном цехе».
Данный курсовой проект состоит из трех разделов.
Объем курсового проекта - 42 листов.
Количество иллюстраций курсового проекта - 7 рисунков.
Графический материал представлен в формате А1 в количестве двух листов, в формате А2 в количестве одного листа.
Приложения в курсовом проекте представлены отдельно на миллиметровой бумаге.
Ключевые слова, используемые для характеристики содержания курсового проекта: загрязняющее вещество, предельно допустимая концентрация, гидрофильтр, сушка.
Цель данного курсового проекта - анализ преимуществ и недостатков методов очистки газового выброса от окрасочного аэрозоля, а также произвести расчет капитальных и текущих затрат.
расчет эк эффективности …. или обоснование внедр газооч оборуд
Необходимо представить курсов. проект по одной теме расчет неверен!
Содержание
Основные определения………………………………………………………….3
Введение ………………………………………………………………………….4
1 Краскопульт и его нанесение……………………………………………….. 6
1.1.1 Пневматические краскопульты………………………………………… 7
1.1.2 Электрические краскопульты…………………………………………… 8
1.1.3 Краскопульт с ручным приводом…………………………………………8
1.2 Принцип действия краскопульта……………………………………….. 9
1.3 Содержание .вредных веществ в воздухе при пневматической окраске ………………………………………………………………………………………………..9
1.4 Сушка лакокрасочных покрытий…………………….…………………11
1.4.1 Конвективная ……………………………………………………………….13
1.4.2 Терморадиационная ………………………………………………………14
1.4.3 Сушка ультрафиолетовым излучением……………………………….16
1.4.4 Сушка потоком электронов……………………………………………….16
1.4.5 Сушка в электрическом поле…………………………………………… 17
не нужно для экономики!!!!
Определения, обозначения и сокращения
ПДК (предельно допустимая концентрация) - утверждённый в законодательном порядке санитарно-гигиенический норматив. Под ПДК понимается такая концентрация химических элементов и их соединений в окружающей среде, которая при повседневном влиянии в течение длительного времени на организм человека не вызывает патологических изменений или заболеваний, устанавливаемых современными методами исследований в любые сроки жизни настоящего и последующего поколений.
Гидрофильтр- это процесс разделения неоднородных систем (например, аэрозоль) при помощи пористых перегородок, пропускающих дисперсионную среду и задерживающих дисперсную твёрдую фазу. Очистка воздуха происходит за счет активного контакта его с водой внутри воздухопромывного канала.
Загрязнение окружающей среды - поступление в окружающую среду вещества и (или) энергии, свойства, местоположение или количество которых оказывают негативное воздействие на окружающую среду.
Загрязняющее вещество - вещество или смесь веществ, количество и (или) концентрация которых превышают установленные для химических веществ, в том числе радиоактивных, иных веществ и микроорганизмов нормативы и оказывают негативное воздействие на окружающую среду.
Сушка - процесс принудительного удаления жидкости (чаще всего влаги/воды, реже иных жидкостей, например, летучих органических растворителей) из веществ и материалов.
Введение
На всех стадиях своего развития человек был тесно связан с окружающим миром. Но с тех пор как появилось высокоиндустриальное общество, опасное вмешательство человека в природу резко усилилось, расширился объём этого вмешательства, оно стало многообразнее и сейчас грозит стать глобальной опасностью для человечества. Расход невозобновимых видов сырья повышается, все больше пахотных земель выбывает из экономики, так на них строятся города и заводы. Человеку приходится все больше вмешиваться в хозяйство биосферы - той части нашей планеты, в которой существует жизнь.
На территории области расположено около 5 300 предприятий и организаций. Ежегодно в атмосферу выбрасывается до 150 тыс. тонн загрязняющих веществ, в том числе от стационарных источников – до 34 тыс. тонн. Основными источниками загрязнения окружающей среды являются промышленные, энергетические, горнорудные, сельскохозяйственные, транспортные, жилищно-коммунальные, оборонные предприятия, доля которых от общего количества составляет только 21 %, однако ежегодные выбросы в атмосферный воздух от их стационарных источников достигают 27 тыс. тонн загрязняющих веществ, т.е. почти 80% от общего количества выбросов
Наиболее масштабным и значительным является химическое загрязнение среды несвойственными ей веществами химической природы. Среди них - газообразные и аэрозольные загрязнители промышленно-бытового происхождения.
Окраска машин, деталей в цехе невозможна без окрасочного тумана, поэтому газоочистка вредных веществ является актуальной задачей.
Центральной темой данной работы станет знакомство с работой окрасочного цеха, ознакомление с существующими и перспективными газоочистными устройствами и выбор наиболее подходящего оборудования.
Окраска, связанная с выполнением трудоемких производственных операций в условиях длительного контакта с материалами, содержащими вредные вещества четырех классов опасности, относится к разряду вредных работ. Опасность вредного воздействия лакокрасочных материалов зависит от токсикологической характеристики и количества веществ, входящих в краску, условий их применения, времени воздействия на работающих.
Загрязненность окружающей среды увеличивается из-за снижения технического уровня производства, износа технологического оборудования, сокращения капитальных вложений на природоохранные мероприятия.
1 Краскопульт и его нанесение
Краскопульт (краскораспылитель, окрасочный пистолет) представляет собой переносной аппарат для окраски поверхности посредством распыления красок и лаков. Покраска краскопультом (рисунок 1) позволяет получить гладкий и равномерный слой, которого невозможно добиться при работе с обычной кистью или валиком. Сразу заметим, что приобретать и использовать краскораспылитель имеет смысл при достаточно больших объемах работ.
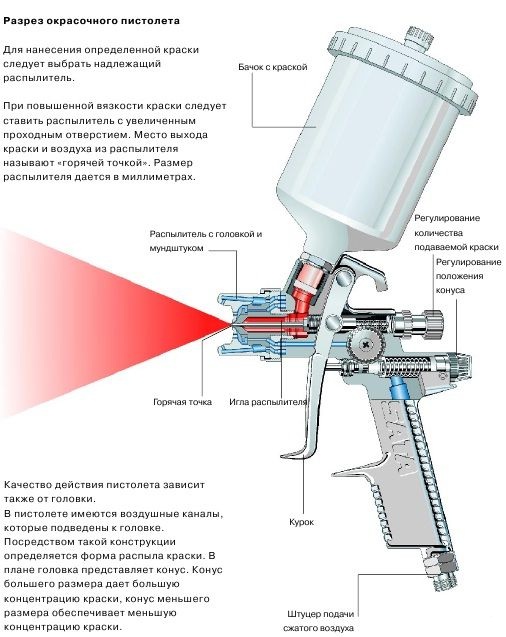
Рисунок 1.1 - Краскопульт
Корпуса краскораспылителей изготавливают из алюминия с никелированным покрытием, предохраняющим его от коррозии. Многие мировые производители краскопультов поставляют свои аппараты в удобных пластиковых чемоданчиках, в комплектацию могут входить различные дополнительные аксессуары (например, регулятор давления). Обратите внимание на качество отверстий в крышке сопла (их изготавливают из алюминия, латуни, нержавейки). Несколько раз нажмите на курок, чтобы оценить точность работы иглы в сопле.
Другим ответственным элементом в устройстве краскопульта можно считать уплотнительные прокладки. Хорошая герметизация соединений особенно важна в краскораспылителях, работающих при низком давлении. Кроме того, многие красочные составы содержат растворители, которые могут повредить прокладки. Наиболее надежными являются тефлоновые прокладки, но они обычно используются в дорогих профессиональных краскораспылительных устройствах.
Краскопульты бывают с верхним и нижним расположением бачка (красконаливного стакана). Принципиальной разницы между такими моделями краскопультов нет, предпочтение в данном случае является вопросом удобства и привычки. То же самое можно сказать и о материале, из которого изготовлен бачок. Металлический бачок проще промывать, но он не прозрачный. Пластиковый бачок из нейлона позволяет видеть расход краски. При работе краскопульт с нижним расположением бачка требуется держать вертикально, чтобы всасывалась краска, а не воздух.
1.1.1 Пневматические краскопульты
Пневматические краскопульты распыляют краску с помощью сжатого воздуха и наиболее широко используются для окрасочных работ. Воздух и краска (или другой состав) подаются в аппарат через отдельные входы и управляемо смешиваются в специальной воздушной камере (голове) для получения окрасочного факела. Производительность краскораспылителей при работе с красками – до 400 кв.м/ч, при работе с лаками – 20-50 кв.м/ч, при работе со шпатлевками – до 85 м2/ч.
По способу подачи краски краскораспылители можно разделить на:
краскопульты с подачей всасыванием – сжатый воздух создает разреженную среду в воздушной голове и краска втягивается в распылитель, затем краска подается в сопло и распыляется струей воздуха (объем бачка – до 1 литра, применяются для составов с низкой и средней вязкостью);
краскопульты с подачей самотеком – краска из верхнего бачка стекает в распылитель под действием гравитации (объем бачка – до 900 г, подходят для небольших окрасочных работ, мелкого ремонта);
краскопульты с подачей под давлением – краска подается из отдельного бака при помощи искусственно созданного давления (система используется для очень вязких материалов, а также для большого объема работ, требующих высокой производительности, в том числе на заводах и пр.).
В краскопультах низкого давления HVLP (High Volume Low Pressure – дословно «большой объем и низкое давление») давление в воздушной голове ниже, чем на входе в пистолет. Специальная конструкция окрасочного пистолета дает «мягкий факел», что способствует снижению туманообразования (потери ЛКМ снижаются на 25-30%) и увеличению коэффициента переноса краски на поверхность (более 65%). Краскопульты низкого давления признаны «суперэкономичными».
Краскопульты пониженного давления RP (Reduced Pressure – «уменьшенное давление») подходят для работ практически с любым видом лакокрасочных материалов. Краскораспылители уменьшенного давления имеют широкий факел, через который подается большой объем краски, работают при давлении 2-3 атм., расход воздуха – 200–430 л/мин. Благодаря этому обеспечивается быстрая работа, тончайшее распыление и финишное покрытие экстра-класса.