

Планування й основні розміри міксерного відділення
Міксерне відділення, як правило, розмішають в окремому будинку. З метою здешевлення будівництва конвертерного цеху міксерне відділення може безпосередньо примикати (блокуватися) до завантажувального (або конвертерному) прольоту для забезпечення безперебійної подачі рідкого чавуну до конвертерів.
Застосовуються два планування розміщення міксерів у відділенні (рисунок 1):
в одну лінію з видачею чавуну на один рейковий шлях;
уступом з видачею чавуну на два рейкових шляхи.
При установці у відділенні трьох міксерів, а також двох міксерів ємністю 2500 т їх розмішають уступом.
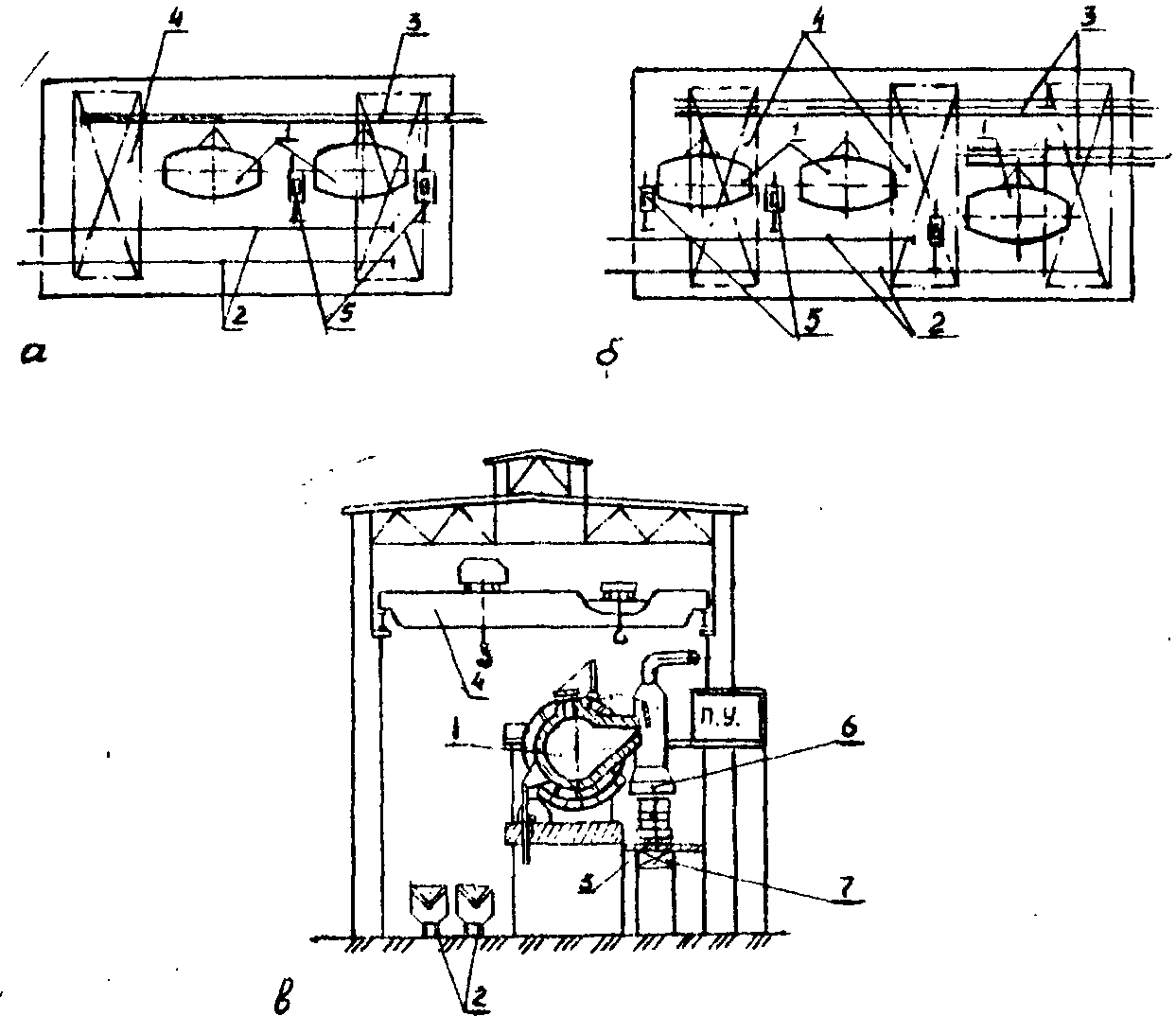
а – план розташування міксерів у лінію; б – план розташування міксерів уступом; в - розріз із видачею чавуну по робочій площадці
1 - міксер; 2 - залізничні колії подачі чавуну; 3 - шляхи видачі чавуну до конвертерів; 4 - заливні крани; 5 - машина для скачування шлаку з ковшів; 6 - система видалення газів і графіту; 7 – платформні ваги
Рисунок 1. - Міксерне відділення
У сучасних конвертерних цехах з конвертерами ємністю більше 150 т шляхи прийому чавуну виконують із широкою колією (до 4,5 м), на яких установлюють спеціальні чавуновози. У цехах з конвертерами ємністю 150 т і менш можуть застосовуватися чавуновози нормальної колії.
Залежно від прийнятого рівня подачі чавуновозних ковшів у цех (по робочому майданчику або по підлозі цеху) міксери розташовують на різній висоті. У конвертерних цехах середньої й великої продуктивності може застосовуватися «високе розташування» міксерів. Для здешевлення будівництва конвертерних цехів Укргіпромез рекомендує подавати чавун у завантажувальне відділення на рівні заводської підлоги.
Параметри будинку міксерного відділення визначаються ємністю й кількістю встановлюваних міксерів, а також рівнем шляху чавуновоза, у який здійснюється злив чавуну. Параметри будинку міксерного відділення наведені в таблицях 9 й 10.
Таблиця 9. – Параметри (довжина та ширина) міксерного відділення
Кількість міксерів, шт. |
Міксер ємністю 1300 т |
Міксер ємністю 2500 т |
||
Довжина, м |
Ширина, м |
Довжина, м |
Ширина, м |
|
1 |
60...72 |
30 |
72 |
33 |
2 |
96 |
30...33 |
108...120 |
36 |
3 |
- |
- |
170 |
36 |
Таблиця 10. – Параметри (висота) міксерного відділення
Рівень розташування чавуновозного шляху під міксером, м |
Висота будинку відділення, м |
|
Міксер ємністю 1300 т |
Міксер ємністю 2500 т |
|
± 0,0 |
21,0 |
26,0 |
+ 7,65 |
28,5 |
- |
+ 10,5 |
- |
36,5 |
+ 12,0 |
- |
38,0 |
Відстань між міксерним і головним будинками - звичайно становить 36-60 м.
Наведені в таблицях 9 й 10 параметри будинків міксерних відділень уточнюють залежно від кількості установок скачування шлаку із чавуновозних ковшів й їхнього розташування.
Устаткування міксерного відділення
Міксерні відділення сучасних цехів мають наступне основне устаткування: мостові заливні крани; чавуновозні й шлаковозні візки з ковшами й чашами; стенди для чавуновозних ковшів і шлакових чаш; машини скребкового типу для скачування шлаку з ковшів перед заливанням чавуну в міксер; ваги залізн. типу для зважування чавуну; електровози або тепловози для подачі чавуну до конвертерів; установки для уловлювання графіту.
Чавун подають у міксерні відділення з доменного цеху в чавуновозних ковшах ємністю 100 або 140 т. У зв'язку з відносно малою ємністю 100-тонні ковші в знову проектованих цехах застосовувати не рекомендується.
Чавун заливають у міксери кранами вантажопідйомністю 125/30 т або 180/50 т залежно від ємності ковша.
Кількість заливних кранів у міксерному відділенні можна визначити по формулі:
![]() (8)
(8)
де k – коефіцієнт зайнятості крану на допоміжних операціях (1,15);
А - добова продуктивність цеху в придатних зливках, т;
Кч - коефіцієнт витрати чавуну на тонну придатних зливків, т/т;
![]() - сума витрат
кранового часу на 1 т чавуну, що зливається
в міксер, хв;
- сума витрат
кранового часу на 1 т чавуну, що зливається
в міксер, хв;
1440 – кількість хвилин у добі;
b – коефіцієнт використання крану (0,8)
Сума витрат кранового часу на заливку 1 т чавуну в міксер( ) визначається по формулі:
![]() (9)
(9)
де 1,15 - коефіцієнт зайнятості крану на допоміжних операціях;
з - тривалість операції заливання в міксер одного ковша чавуну, хв (14-18 хв);
вк - коефіцієнт заповнення ковша (0,8 – 0,9);
![]() - ємність ковша,
т.
- ємність ковша,
т.
Приймаючи для умов проектованого цеху середню тривалість операції заливання одного ковша чавуну ємністю 140 т в міксер рівною 16 хв. ( з = 16 хв.), середній коефіцієнт заповнення ковша вк = 0.85, одержимо наступну сумарну заборгованість заливального крана на 1 т чавуну.
![]()
Тоді необхідна кількість заливних кранів в міксерному відділенні складе:
![]()
Приймаємо два заливних крани вантажопідйомністю 180/50т кожний.
Вантажопідйомність ваг залежить від ємності чавуновозних ковшів. Кількість ваг у відділенні відповідає кількості міксерів. Приймаємо двоє ваг вантажопідйомністю 250т
Кількість чавуновозних ковшів (візків) у складі визначається масою одного випуску чавуну на доменній печі і звичайно становить до 5, в залежності від ємності ковшів і прийнятої схеми подачі чавуну до конвертерів. Приймаємо три візка: два діючих та один у ремонті. Встановлюємо у відділенні дві установки для уловлювання графіту.