

10.2 Планування й основні розміри відділення безперервного розливу сталі
ВБРС містить у собі три основні технологічні ділянки: підготовки проміжних ковшів; машин безперервного лиття сталі; складування й відвантаження відлитих зливків.
Існує два типи планування (компонування) відділення: з блоковим розташуванням МБЛЗ (рисунок 6) і з лінійним (рисунок 7).
При блоковому розташуванні МБЛЗ кожна машина (або дві) розміщена в індивідуальному розливному прольоті. Осі МБЛЗ при цьому звичайно розташовані під прямим кутом до напрямку подачі сталевозів з ковшами до установок.
Лінійне розташування МБЛЗ відрізняється подачею ковшів зі сталлю до всім розташованим в одну лінію установкам через один передаточний проліт. При цьому звичайно напрямок руху сталевозів до МБЛЗ збігається з напрямком осі установок.
Лінійне планування ВБРС більше компактне, має тільки один проліт, обладнаний важкими ливарними кранами, тому їхня кількість менше, значно дешевше будівельна частина, у зв'язку із чим лінійне планування краще.
Однак при установці у ВБРС при лінійному плануванні більше шести МБЛЗ схема технологічних потоків ускладнюється. У цьому випадку доцільне застосування блокового планування, що забезпечує незалежну подачу ковшів зі сталлю до кожної МБЛЗ.
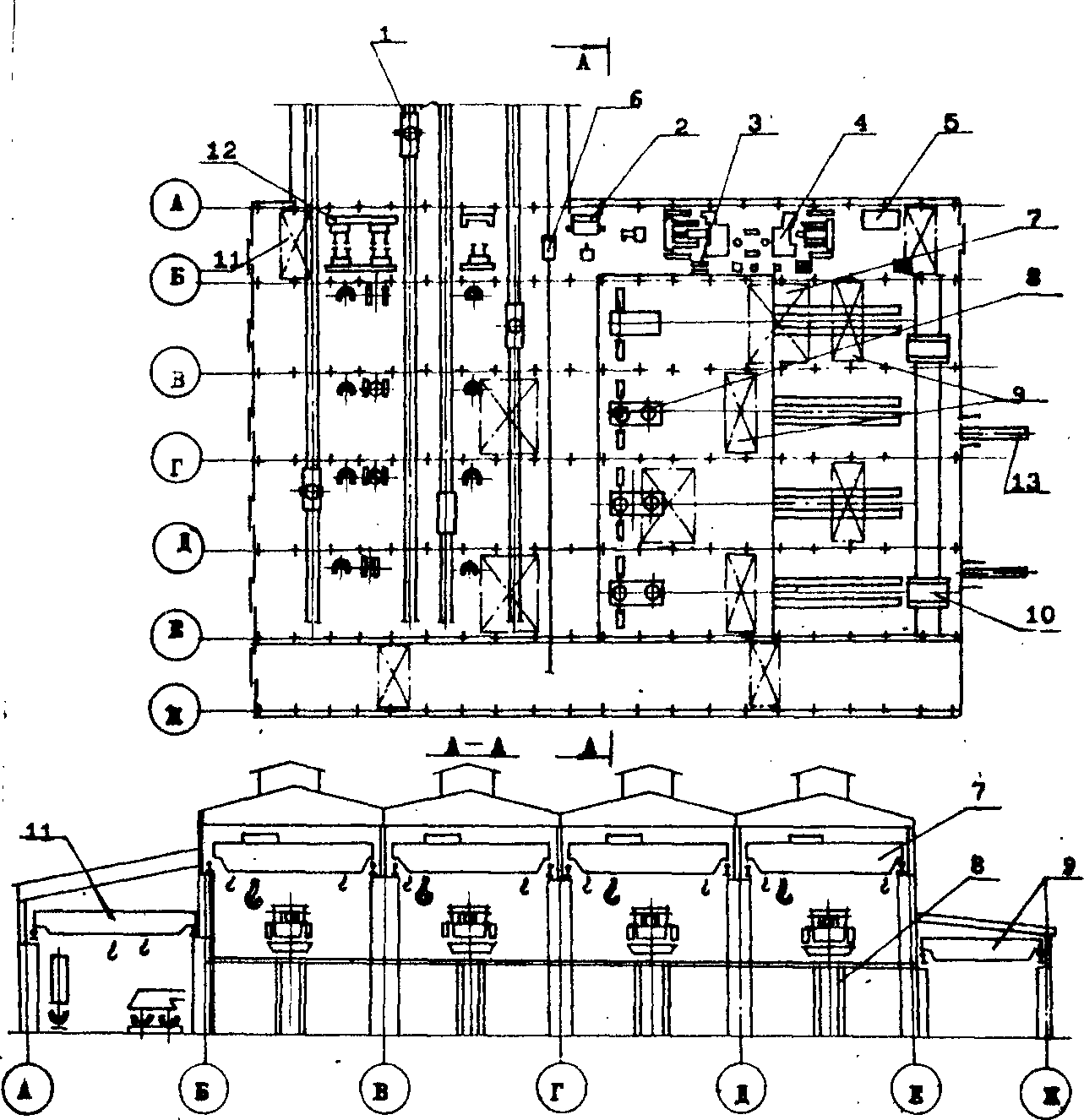
Прольоти: А-Б - підготовки проміжних ковшів; Б-В; В-Г; Г-Д; Д-Е - машин безперервного розливання сталі; Е-Ж - ремонту вузлів МБЛЗ.
1 - сталевіз; 2 - стенди для видавлювання стаканів проміжних ковшів; 3 - устаткування для монолітної футеровки промковшів; 4 - стенд для ламання футеровки промковшів; 5 - устаткування підготовки й установки стопорів або шиберних затворів; 6 - візок передачі промковшів; 7 -кран розливний; 8 - машина для безперервного розливання сталі із транспортно-передільною лінією; 9 - крани для обслуговування й ремонту устаткування; 10 - візок для передачі зливків; 11 - кран для обслуговування підготовки промковшів; 12 - стенди для сушіння й розігріву промковшів; 13 - рольганг видачі безперервного зливка
Рисунок 6- Відділення безперервного розливання сталі із блоковим розташуванням МБЛЗ.
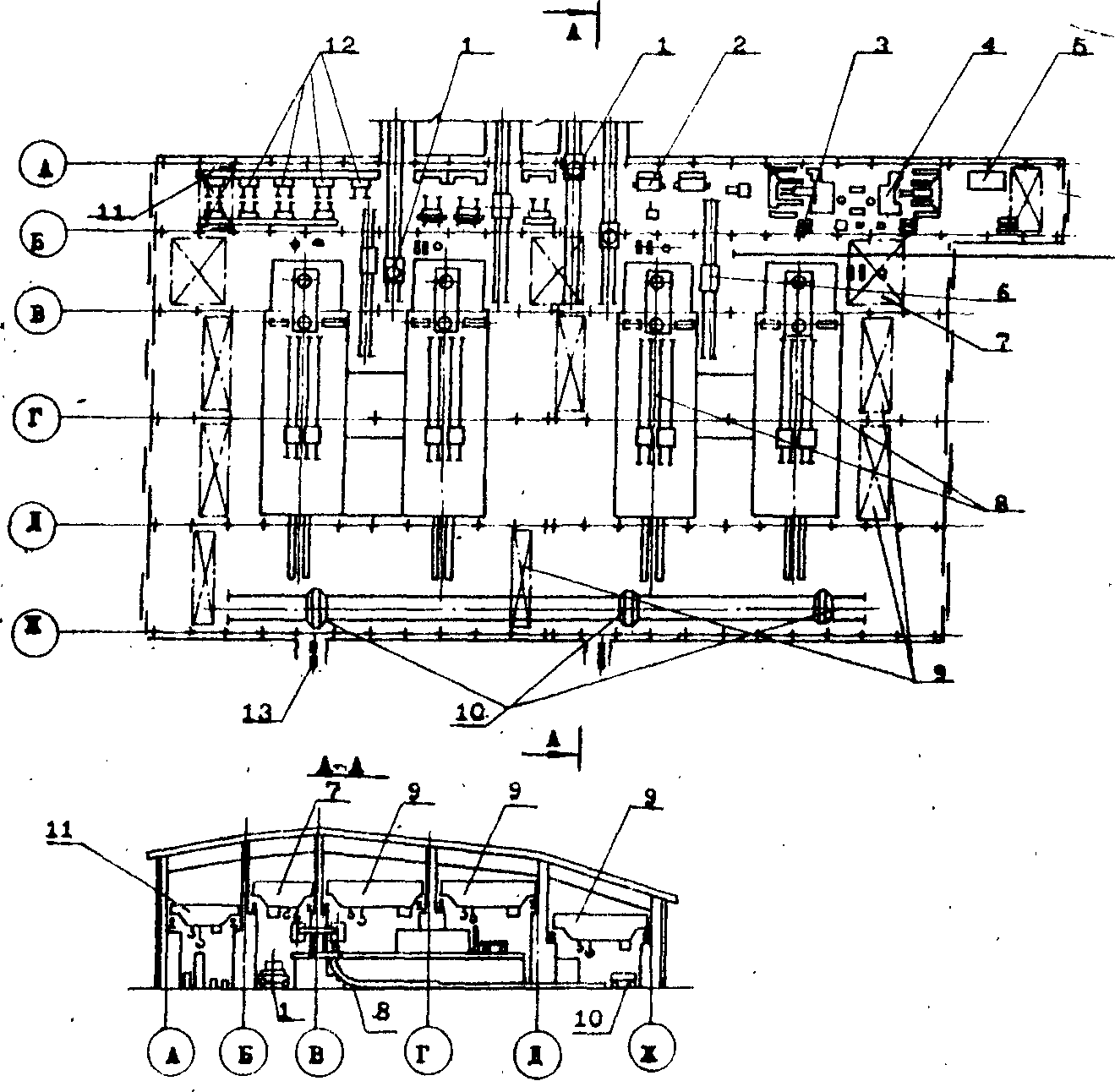
Прольоти: А-Б - підготовки проміжних ковшів; Б-В - передаточний; В-Г - машин безперервного розливання сталі; Г-Д - устаткування транспортної лінії; Д-Ж - видачі безперервних зливків;
1 - сталевіз; 2 - стенди для видавлювання стаканів проміжних ковшів; 3 - устаткування для монолітної футеровки промковшів; 4 - стенд для ламання футеровки промковшів; 5 - устаткування підготовки й установки стопорів або шиберних затворів; 6 - візок передачі промковшів; 7 -кран розливний; 8 - машина для безперервного розливання сталі із транспортно-передільною лінією; 9 - крани для обслуговування й ремонту устаткування; 10 - візок для передачі зливків; 11 - кран для обслуговування підготовки промковшів; 12 - стенди для сушіння й розігріву промковшів; 13 - рольганг видачі безперервного зливка
Рисунок 7 - Відділення безперервного розливання сталі з лінійним розташуванням МБЛЗ.
10.2.1 Планування й основні розміри ВБРС з лінійним розташуванням МБЛЗ
Проліт підготовки проміжних ковшів
У цьому прольоті ремонтують футеровку проміжних ковшів. Для проведення ремонтних робіт у прольоті встановлене устаткування: стенди для охолодження й ламання футеровки, включаючи видавлювання стаканів; установки для нанесення маси робочого шару (торкретуванням або наливним способом), сушіння футеровки й ін.
Габаритні розміри прольоту підготовки проміжних ковшів: ширина - 18...24 м; довжина визначається розміщенням устаткування й звичайно дорівнює довжині передаточного прольоту; висота - 12...14 м. Проліт обслуговується мостовими кранами вантажопідйомністю 50...80 т (залежно від маси проміжного ковша із застиглим металом).
Передаточний проліт
У цьому прольоті передаються за допомогою мостових кранів ковші зі сталлю від сталевозів до стендів МБЛЗ. Установлений на стенд (звичайно консольно-поворотний) сталерозливний ківш передається в розливний проліт для розливання на МБЛЗ. У прольоті здійснюються також злив шлаку з сталерозливних ковшів після розливання й інші допоміжні операції.
Довжина прольоту визначається кількістю й шириною МБЛЗ. Ширина МБЛЗ залежно від кількості струмків в установці й перетинів зливків, що відливають, змінюється від 18 до 36 м. Ширина зони, що займає МБЛЗ, із урахуванням розміщення візків проміжних ковшів, наведена в таблиці 46.
Таблиця 46. - Ширина зони МБЛЗ
Кількість струмків в МБЛЗ |
Ширина зони МБЛЗ, м |
||
Слябова |
Сортова |
||
Перетин до 200 мм |
Перетин 300 мм і більше |
||
1 |
18 |
- |
- |
2 |
24...30 |
18 |
18 |
4 |
- |
18...21 |
24...30 |
6 і більше |
- |
24 |
36 |
Ширина передаточного прольоту визначається габаритними розмірами встановленого обладнання, котре залежить від ємності сталерозливного ковша.
Рекомендована залежність ширини прольоту від ємності ковша наведена в таблиці 47
Таблиця 47. - Ширина передаточного прольоту
Ємність сталерозливного ковша, т |
Ширина прольоту, м |
до 100 |
18...21 |
100...160 |
21...24 |
250 і більше |
24...27 |
Висота прольоту визначається висотою МБЛЗ до рівня робочої площадки, що практично дорівнює базовому радіусу установки, висотою розливного стенда й необхідним габаритним розміром від стенда до крана при установці ковша на стенд. Розміри, що рекомендують, у залежності от ємності ковша наведені в таблиці 48.
Таблиця 48 . - Висота передаточного прольоту
Ємність сталерозливного ковша, т |
Висота від рівня робочої площадки МБЛЗ до головки рейки ливарного крана, м |
100 |
12 |
160 |
12... 14 |
200... 250 |
14... 15 |
350... 400 |
16... 18 |
Передаточний проліт обслуговується ливарними кранами вантажопід’ємністю, яка відповідає ємності сталерозливних ковшів.
Кількість установлюваних кранів визначається за формулою:
![]() (57)
(57)
де
![]() -
кількість плавок, що розливають на МБЛЗ
за добу;
-
кількість плавок, що розливають на МБЛЗ
за добу;
![]() -
сумарний час, що витрачається краном
на цикл подачі й прибирання сталерозливного
ковша на одну плавку (на практиці
=10-15
хв), хв;
-
сумарний час, що витрачається краном
на цикл подачі й прибирання сталерозливного
ковша на одну плавку (на практиці
=10-15
хв), хв;
1,2 - коефіцієнт на виконання допоміжних робіт;
0,8 - коефіцієнт завантаженості кранів.
Кількість
установлюваних кранів складе:
![]()
Для забезпечення необхідної надійності роботи ВБРС приймаємо два ливарні крани у передаточному прольоті.
Розливний проліт
У цьому прольоті розташовані МБЛЗ від кристалізатора до вузла виводу й випрямлення зливка в горизонтальне положення. На розливній площадці встановлені візки переміщення проміжних ковшів, пости керування, механізми уведення затравки й допоміжне устаткування. Проміжні ковші передаються звичайно через центральну зону або через торці прольоту.
Довжина прольоту практично відповідає довжині передаточного прольоту. Висота визначається можливістю проїзду допоміжного крана над поворотним стендом МБЛЗ і звичайно дорівнює висоті передаточного прольоту або на 2...3 м нижче. Ширина прольоту приймається рівної 24...30 м
Проліт, як правило, обслуговується двома мостовими кранами вантажопідйомністю 50...100 т (як й у прольоті підготовки проміжних ковшів).
Проліт різання заготівель
У цьому прольоті розміщаються машини різання заготівель. На вільних площах складують устаткування для проведення ремонту.
Довжина прольоту визначається фронтом розміщення МБЛЗ і відповідає довжині розливного прольоту.
Ширина прольоту приймається близько 30 м. Варто звернути увагу на те, що ширина трьох прольотів - розливного, різання заготівель і складування - повинна відповідати довжині розташовуваної в них МБЛЗ.
Висота прольоту різання може бути різною. Звичайно вона становить 12...15 м.
Якщо розливна площадка МБЛЗ у вигляді балкона виходить у проліт (для організації виводу затравки й ін.), кран розташовують на 3...5 м вище площадки.
Проліт складування заготівель
Проліт призначений для складування заготівель для охолодження та (або) транспортування заготівель в гарячому стані на прокатний стан, відрізання темплетів з передачею їх у лабораторію. Для проведення зазначених робіт у прольоті встановлюють відповідне устаткування.
10.2.2 Планування й основні розміри ВБРС із блоковим розташуванням МБЛЗ
При блоковому, як і при лінійному, плануванні ВБРС має самостійний проліт підготовки проміжних ковшів. МБЛЗ, на відміну від лінійного планування, повністю від розливного стенда до транспортних рольгангів розташовується в одному розливному прольоті уздовж його.
У кожному розливному прольоті встановлюють одну або дві (при дзеркальному розташуванні) МБЛЗ. При цьому кожен проліт обслуговується відповідно одним або двома розливними кранами. У торці розливних прольотів після транспортних рольгангів передбачається устаткування для збору безперервних зливків із всіх МБЛЗ (звичайно рольганг-візок). У районі шляхів сталевозів звичайно розташовують установки доведення сталі перед розливанням.
Висота розливних прольотів аналогічна висоті передаточних прольотів при лінійному розташуванні МБЛЗ.
Ширина прольоту визначається шириною МБЛЗ і звичайно коливається від 34 до 36 м. При необхідності розташування МБЛЗ із відстанню між їхніми осями більше 36 м варто прийняти лінійне розташування.
Довжина прольотів практично відповідає технологічній довжині МБЛЗ.
Металургійна довжина МБЛЗ визначається довжиною рідкої фази по формулі:
![]() ,
м (58)
,
м (58)
де 1,15 - коефіцієнт, що враховує величину резерву металургійної довжини МБЛЗ;
Lрід.фаз - довжина рідкої фази, м.
Довжина рідкої фази визначається по формулі:
![]() (59)
(59)
де К - емпіричний коефіцієнт, що залежить від товщини а, мм, і ширини b, мм;
Vл - нормативна (розрахункова) швидкість розливання, м/хв.
Для проміжних значень коефіцієнт береться пропорційно величині відношення ширини зливка до товщини (таблиця 49)
Таблиця 49. - Значення коефіцієнта К
|
Квадрат |
Блюм |
Сляб |
||||
b/а |
1 |
1,1-1,9 |
2-3 |
3-4 |
4-5 |
5-6 |
≥6 |
К |
240 |
245-285 |
290-320 |
320-332 |
332-337 |
337-340 |
340 |
Таблиця 50. – Визначення довжини рідкої фази
Ширина слябу в, Мм |
Товщина сляба а, мм |
Відношення ширини до товщини b/а |
Емпіричний коефіцієнт К |
Швидкість розливу Vл, м/хв |
Довжина рідкої
фази
|
1070 |
230 |
4,65 |
337 |
1,59 |
28,345 |
1120 |
220 |
5,09 |
337 |
1,63 |
26,586 |
1170 |
210 |
5,57 |
339 |
1,68 |
25,115 |
1220 |
200 |
6,10 |
340 |
1,75 |
23,800 |
1270 |
190 |
6,68 |
340 |
1,82 |
22,339 |
1320 |
190 |
6,94 |
340 |
1,81 |
22,216 |
1370 |
190 |
7,21 |
340 |
1,80 |
22,093 |
1420 |
180 |
7,88 |
340 |
1,88 |
20,710 |
1470 |
180 |
8,17 |
340 |
1,87 |
20,599 |
1520 |
180 |
8,44 |
340 |
1,86 |
20,489 |
Для визначення
металургійної довжини МБЛЗ приймаємо
довжину рідкої фази 28,345м. Тоді
![]() .
Приймаємо довжину розливного прольоту
48м.
.
Приймаємо довжину розливного прольоту
48м.