

Розливні прольоти (відділення) при розливанні сталі у виливниці
7.1 Планування й основні розміри розливного прольоту
У цехах з конвертерами ємністю до 250 т розливні прольоти розташовуються в головному будинку цеху паралельно конвертерному прольоту. У цьому випадку споруджують один або два розливних прольоти, що приєднані один до одного.
У цехах з великовантажними конвертерами розливні прольоти виносяться в самостійний будинок. Кількість прольотів при цьому визначається обсягом сталі, що розливається.
Схема розливного прольоту й розташування площадок показані на рисунку 3.
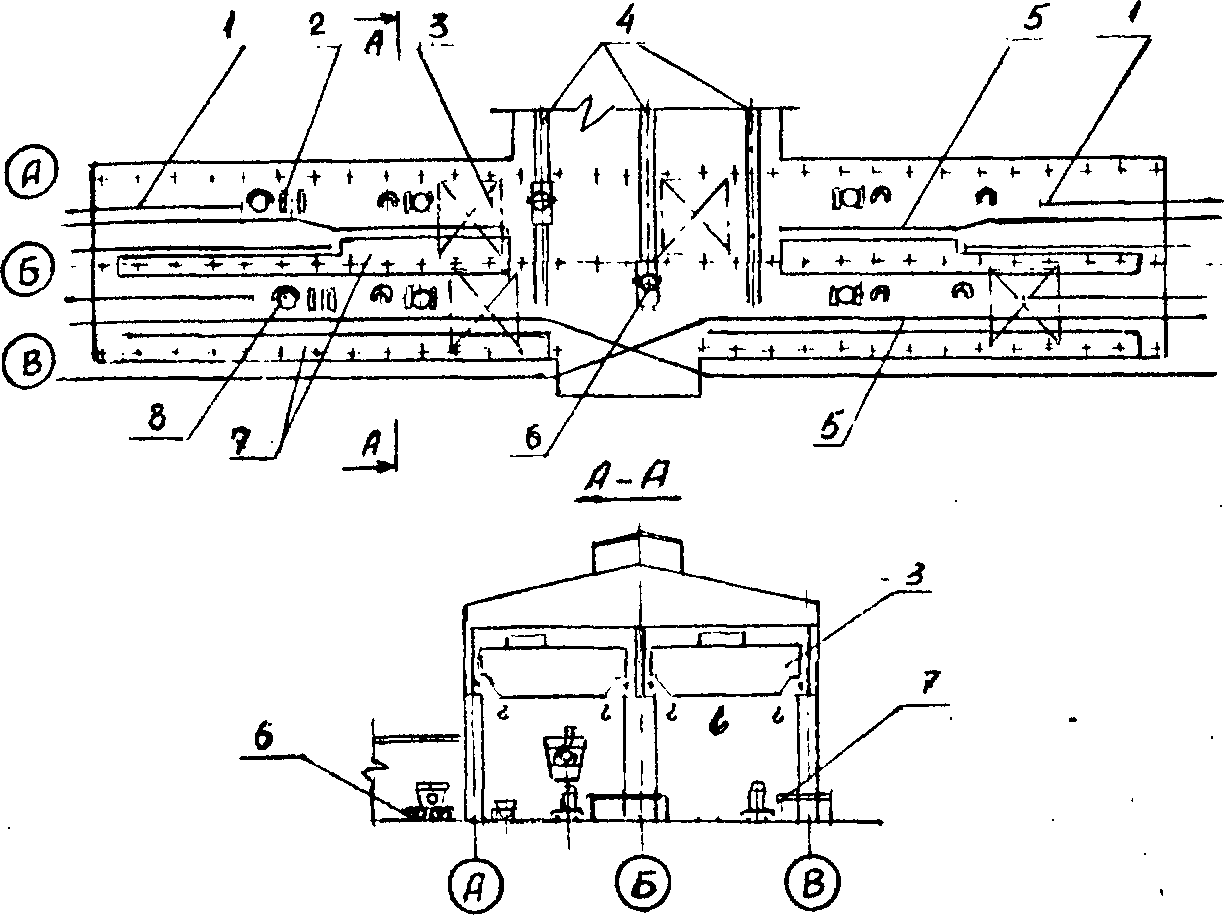
1 - шляхи збирання шлаку; 2 - стенди для сталерозливних ковшів; 3 - розливні крани; 4 - шляхи подачі сталі від конвертерів; 5 - шляхи розливання сталі; 6 - сталевози; 7 - розливні площадки; 8 - шлакові чаші
Рисунок 3. - Розливні прольоти (відділення) при розливанні сталі в зливки. План і розріз
У кожному із прольотів підведені наскрізні й тупикові залізничні колії для сталерозливних составів й один для збирання шлаку.
Ширина розливного прольоту при трьох залізничних коліях становить 24 м, а при двох (з конвертерами до 200 т) – 18 м. Ширина розливної площадки (від краю до осі колон) повинна становити не менш 3,0 – 3,5 м. Із зовнішньої сторони розливного прольоту на рівні розливних площадок улаштовують аварійні площадки.
Висота прольоту визначається габаритними розмірами встановленого розливного крана й звичайно становить для розливання ковшів різної ємності, м:
100...160 т - 16...17;
200...250 т - 18...20;
350...400 т - 22…23.
При розміщенні в розливному прольоті спеціальних установок (вакууматора, доведення сталі й ін.) параметри прольотів визначаються їх габаритними розмірами.
Довжина розливного прольоту визначається виходячи з довжини розливних площадок, проміжного заїзду в цех або величини зони, що зайнята шляхами сталевозів.
7.2 Устаткування розливного прольоту
До основного устаткування розливних прольотів відносять розливні крани, розливні площадки, сталерозливні ковші й шлакові чаші, виливниці й візки. До допоміжного - стенди для сталерозливних ковшів і шлакових чаш і т.д.
При підготовці ковшів у розливних прольотах у них установлюються консольні крани вантажопідйомністю 5 т, призначені для постановки стопорів (шиберів) у ковші й допоміжної роботи - по одному крану в прольоті.
Кількість розливних кранів (без резервних) залежить від зайнятості їх на операціях по розливанню сталі й на допоміжних роботах (заміні шлакових чаш, збирання сміття й т.д.) і визначається по наступній формулі
![]() (
23 )
(
23 )
де - максимальна кількість плавок у цеху за добу, пл/добу;
![]() - заборгованість
крана на розливання однієї плавки,
хв/пл;
- заборгованість
крана на розливання однієї плавки,
хв/пл;
к - коефіцієнт, що враховує нерівномірність подачі плавок на розливання (при двох прольотах - 1,1, при одному прольоті - 1,2)
1,2 - коефіцієнт, що враховує виконання краном допоміжних робіт;
1440 - кількість хвилин у добі, хв/добу;
в - коефіцієнт завантаженості крана (0,8).
Таблиця 26. - Заборгованість розливного крана на розливання однієї плавки
Технологічна операція |
Тривалість, хв |
Очікування подачі сталевозу зі сталлю в проліт |
10...15 |
Захват, транспортування ковша до розливної площадки, підключення шиберних затворів до гідросистеми, підготовка до розливання |
5...10 |
Розливання (дані по її тривалості наведені нижче) |
tp |
Злив шлаку й установка ковша на сталевіз |
5...10 |
Тривалість розливання τp визначається по формулі, хв:
![]() (
24 )
(
24 )
де Пзл - кількість зливків при розливанні зверху або сифоном;
τзл - час наповнення одного зливка або сифона (залежить від типу сталі, що розливають, способу розливання, маси зливків й інших параметрів; визначається заводськими інструкціями й змінюється в межах 1,5...5 хв);
0,4 - час переїзду крана з ковшем від зливка (сифона) до наступного, хв.
Кількість зливків визначається по формулі:
![]() (
25 )
(
25 )
де Мзл - маса плавки по придатних зливках, т
qзл – маса одного зливка,т.
Кількість плавок даної ваги визначається по формулі:
![]() (
26 )
(
26 )
де qпл - частка плавок даної ваги у сортаменті, %
Кількість
розливних кранів складає
![]()
Таблиця 27 - Розрахунок кількості розливних кранів
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Максимальна кількість плавок за добу |
72 |
||
Частка плавок даної ваги у сортаменті qпл |
50 |
30 |
20 |
Кількість
плавок даної ваги
|
36 |
22 |
14 |
Спосіб розливання |
сифоном |
сифоном |
зверху |
Тип виливниць |
глуходоні з надставками |
наскрізні |
наскрізні |
Кількість зливків при розливанні Пзл |
11 |
15 |
22 |
Тривалість технологічних операцій, хв.: |
|
|
|
Очікування подачі сталевозу |
10 |
10 |
10 |
Транспортування ковша , підготовка до розливання |
7 |
7 |
7 |
Час наповнення одного зливка τзл |
4,0 |
2,5 |
1,5 |
Розливання сталі τр |
48 |
44 |
42 |
Злив шлаку й установка ковша на сталевіз |
7 |
7 |
7 |
Заборгованість крана |
72 |
68 |
66 |
Кількість розливних кранів |
6 |
||
Вантажопідйомність розливних кранів складе 360+100/16т
Кількість сталерозливних ковшів визначається по формулі:
![]() (
27 )
(
27 )
де
![]() - кількості
ковшів, що перебувають у роботі ;
- кількості
ковшів, що перебувають у роботі ;
![]() - кількості
ковшів, що перебувають у ремонті
футеровки;
- кількості
ковшів, що перебувають у ремонті
футеровки;
![]() -
кількості ковшів, що перебувають у
резерві.
-
кількості ковшів, що перебувають у
резерві.
Кількість ковшів у роботі визначається по формулі:
![]() (
28 )
(
28 )
де - максимальна кількість плавок у цеху за добу, пл./добу;
![]() -
час оберту ковша на одну плавку, хв.;
-
час оберту ковша на одну плавку, хв.;
1440 - кількість хвилин у добі, хв/добу.
Таблиця 28. - Час оберту сталерозливного ковша
Технологічна операція |
Тривалість, хв. |
Очікування випуску сталі, випуск і подача на розлив |
20...25 |
Позапічна обробка сталі |
10...30 |
Розливання стали (наведена раніше) |
tp |
Злив залишків шлаку і передача в ковшовий проліт для підготовки |
10...15 |
Охолодження* |
40...60 |
Підготовку, у тому числі очищення й заміну шиберного затвора |
50...60 |
Розігрів футеровки ковша** |
90... 120 |
Передачу ковша до сталевозу |
10 |
* При установці сталевипускних стаканів зовні ковша футеровку не охолоджують.
**Футеровку ковша розігрівають при підвищених вимогах до дотримання необхідної температури металу (при безперервному розливанні, вакуумуванні сталі й ін.)
Кількість ковшів, що перебувають у ремонті робочого шару футеровки визначають:
![]() (
29 )
(
29 )
де - максимальна кількість плавок у цеху за добу, пл/добу;
![]() -
тривалість ремонту ковша, год.;
-
тривалість ремонту ковша, год.;
С - стійкість робочого шару футеровки, кількість плавок.
Таблиця 29- Стійкість робочого шару футеровки ковшів
Вид футеровки ковша |
Стійкість футеровки, плавок |
шамотна цегла |
10...15 |
кварцитова маса |
10...15 |
основна |
не менш 30 |
Таблиця 30 - Тривалість ремонту ковша (значення зростають при збільшенні ємності ковша)
Технологічна операція |
Тривалість, год. |
|
Ламання футеровки |
1,0...1,5 |
|
Футеровка |
цегельної кладки |
4...8 |
набивної футеровки |
2...3 |
|
наливної футеровки |
1...2 |
|
Сушіння |
цегельної кладки |
8...16 |
набивної футеровки |
24...36 |
|
наливної футеровки |
36...48 |
|
Час, затрачуваний на ремонт арматурного шару ковшів, у зв'язку з його високою стійкістю (6-12 місяців) незначно й у розрахунку не ураховується.
Кількість ковшів у резерві складає 10% від кількості ковшів у роботі.
Таблиця 31 - Розрахунок кількості сталерозливних ковшів
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Максимальна кількість плавок за добу |
72 |
||
Кількість плавок даної ваги |
36 |
22 |
14 |
Тривалість технологічних операцій ковша, хв.: |
|
|
|
Очікування випуску, випуск і подача на розлив |
22 |
22 |
22 |
Позапічна обробка сталі |
30 |
25 |
20 |
Розливання сталі τр |
48 |
44 |
42 |
Злив шлаку, передача в ковшовий проліт |
13 |
13 |
13 |
Охолодження |
50 |
50 |
50 |
Підготовка ковша |
55 |
55 |
55 |
Розігрів футеровки ковша |
110 |
110 |
110 |
Передачу ковша до сталевозу |
10 |
10 |
10 |
Час оберту сталерозливного ковша |
338 |
329 |
322 |
Кількість ковшів у роботі для кожного типу сталей |
9 |
5 |
3 |
Кількість ковшів у роботі |
17 |
||
Продовження таблиці 31 - Розрахунок кількості сталерозливних ковшів
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Вид футеровки ковша |
основна |
основна |
основна |
Стійкість робочого шару футеровки С |
30 |
30 |
30 |
Тривалість технологічних операцій по ремонту, год |
|
|
|
Ламання футеровки |
1,5 |
1,5 |
1,5 |
Футеровка цегельної кладки |
6,5 |
6,5 |
6,55 |
Сушіння цегельної кладки |
12 |
12 |
12 |
Тривалість ремонту ковша |
20 |
20 |
20 |
Кількість ковшів у ремонті |
2 |
||
Кількість ковшів у резерві |
2 |
||
Загальна кількість ковшів у цеху за добу |
21 |
||
Ємність сталерозливного ковша вибирається виходячи з максимально можливої маси плавки по рідкому металу й деякій кількості шлаку для прикриття металу (товщиною 150 - 250 мм). У проектованому цеxу для конвертерів ємністю 250 т прийняті сталерозливні ковші ємністю 280 т.
Кількість одинарних розливних площадок залежить від зайнятості їх на розливанні плавки і визначається по наступній формулі
![]() (
30 )
(
30 )
де - максимальна кількість плавок у цеху за добу, пл/добу;
![]() - заборгованість
розливної
площадки на розливанні однієї плавки,
хв;
- заборгованість
розливної
площадки на розливанні однієї плавки,
хв;
к - коефіцієнт, що враховує нерівномірність подачі плавок на розливання
1440 - кількість хвилин у добі, хв/добу;
в - коефіцієнт використання розливної площадки (0,8).
Заборгованість розливної площадки на розливанні плавки визначається по формулі
![]() (
31 )
(
31 )
де τo - очікування й підготовки состава до розливання, хв.; (приймається 20-30 хв)
τp - тривалість розливання, хв.;
τв - витримка составів після розливання, хв.; (приймається для сталей високовуглецевих 60...70 хв; средньовуглецевих спокійних 20...60 хв; киплячих 10...30 хв)
τз.с - зміна составів, хв.; (приймається 10-15 хв)
Таблиця 32 - Розрахунок кількості розливних площадок
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Кількість плавок даної ваги |
36 |
22 |
14 |
Тривалість технологічних операцій, хв.: |
|
|
|
Очікування й підготовки состава |
20 |
20 |
20 |
Розливання сталі τр |
48 |
44 |
42 |
Витримка составів після розливання |
60 |
45 |
30 |
Зміна составів |
10 |
10 |
10 |
Заборгованість розливної площадки |
138 |
119 |
102 |
Кількість розливних площадок |
8 |
||
Кількість составів з виливницями визначається по формулі
![]() (
32 )
(
32 )
де - максимальна кількість плавок у цеху за добу, пл/добу;
![]() -
час оберту одного состава, хв.;
-
час оберту одного состава, хв.;
1,2 - коефіцієнт нерівномірності подачі состава;
1,1 - коефіцієнт, що враховує 10% резерв;
1440 - кількість хвилин у добі.
Таблиця 33. – Час на підготовку составів в залежності від типу сталі і способу розливу
Операція |
Тривалість, хв |
|
Сифонний розлив, спокійна сталь |
Розлив зверху, кипляча сталь |
|
Основний состав |
||
Подача состава в розливний проліт |
15 |
15 |
Очікування розливу |
20…30 |
20…30 |
Розливання сталі |
30...90 |
30...70 |
Витримка состава |
30...70 |
10...30 |
Подача у стриперне відділення |
15 |
15 |
Роздягання зливків |
20...30 |
30...40 |
Подача у відділення нагрівальних колодязів |
10 |
10 |
Посадка в колодязі |
20...30 |
20...30 |
Подача составу у стриперне відділення |
10 |
- |
Зняття виливниць |
15...20 |
- |
Подача у двір виливниць |
10 |
10 |
Складання составів у дворі виливниць |
70...90 |
40...60 |
Допоміжний состав |
||
Подача у стриперне відділення |
10 |
10 |
Встановлення виливниць |
20…40 |
20…40 |
Подача на ділянку охолодження |
10 |
10 |
Охолодження на повітрі |
210...400 |
210...400 |
Охолодження під душем |
15 |
15 |
Подача у відділення чищення й змащення виливниць |
10 |
10 |
Чищення й змащення виливниць |
20 |
20 |
Подача у двір виливниць |
10 |
10 |
Перестановка виливниць на основний состав |
30…60 |
30…60 |
Всього |
600…995 |
535…885 |
Таблиця 34-Час на підготовку составів в залежності від типу виливниць і способу розливу
Тип виливниць |
Тривалість, год |
|
Розливання зверху |
Розливання сифоном |
|
Наскрізні виливниці |
7 – 9 |
9 – 11 |
Виливниці із дном |
11 – 13 |
14 – 17 |
У зразковому розрахунку при розливанні сифоном в наскрізні виливниці приймаємо тривалість оберту одного состава 666 хв. Тоді кількість розливних составів у цеху складе:
![]()
Кількість виливниць на плавку можна визначити по формулі:
![]() (
33 )
(
33 )
де ![]() - кількість
виливниць у роботі;
- кількість
виливниць у роботі;
![]() - кількість
виливниць у резерві.
- кількість
виливниць у резерві.
Кількість виливниць у роботі на плавку дорівнює масі плавки по придатних зливках Мзл поділеної нa масу одного зливка qзл .
Кількість виливниць
у резерві
котрі встановлюють на розливному візку
на випадок отримання надлишкової
кількості металу у ковші і отримання
недоливів складає
1 – 2 виливниці. Кількість
виливниць на плавку складе![]()
З урахуванням нормативного запасу (30%) загальна кількість виливниць у цеху складає:
![]() (
34 )
(
34 )
Вага однієї виливниці зі зливком визначається по формулі:
![]() (
35 )
(
35 )
де к - відношення маси виливниці до маси зливку, складає:
0,9 – 1,1 - при розливі киплячої сталі в розширенні донизу наскрізні виливниці;
1,1 – 1,4 - при розливі спокійної сталі в розширенні доверху наскрізні виливниці з прибутковими надставками;
1,4 – при розливі спокійної сталі у виливниці із дном.
Вага
однієї виливниці зі зливком складе
![]()
Для встановлення виливниць під розливання застосовуються три типи сталерозливних візків:
Двовісні - вантажопідйомністю 60т. Довжина візка (lвіз) по осях зчіпок 4780 мм;
Чотиривісні - вантажопідйомністю 120 й 160 т, довжина візків по осях зчіпок 5840 й 6240 мм;
Шестивісні - вантажопідйомністю 230 т, довжина по осях зчіпок 7940 мм.
Вантажопідйомність візка складається з маси зливків, виливниць і піддона.
Приймаємо що на одному візку встановлено 4 виливниці з загальною вагою 4 х 19 = 76 т. Тоді для встановлення виливниць під розливання необхідно використовувати чотиривісні візки вантажопідйомністю 120 т з довжина по осях зчіпок 5840 мм.
Кількість візків на плавку визначається по формулі
![]() (
36 )
(
36 )
де Пзл - кількість зливків, отриманих при розливанні однієї плавки, шт.;
![]() -
кількість зливків (виливниць), установлених
на одному візку, шт.;
-
кількість зливків (виливниць), установлених
на одному візку, шт.;
1,08 - коефіцієнт, що враховує необхідність резервних виливниць.
Кількість виливниць, які можна встановити на одному візку, визначають із урахуванням маси й габаритів виливниць, вантажопідйомності й габаритів візка.
Кількість
візків на плавку складе:
![]() ,
або
,
або
![]()
Окрім перевезення виливниць та зливків візки у окремих випадках використовують для перевезення надставок з двора виливниць у розливний проліт. З урахуванням нормативного запасу (12%) та необхідності періодичного ремонту (10-30%) загальна кількість візків у цеху визначається по формулі:
![]() (
37 )
(
37 )
Таблиця 35 - Розрахунок кількості розливних составів, візків та виливниць
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Максимальна кількість плавок за добу в цеху |
72 |
||
Частка плавок даної ваги у сортаменті qпл |
50 |
30 |
20 |
Кількість
плавок даної ваги
|
36 |
22 |
14 |
Спосіб розливання |
сифоном |
сифоном |
зверху |
Тип виливниць |
глуходонні з надставками |
наскрізні |
наскрізні |
Вид охолодження зливків |
гарячий посад |
гарячий посад |
гарячий посад |
Кількість зливків при розливанні Пзл |
11 |
15 |
22 |
Тривалість технологічних операцій, хв.: |
|
|
|
Подача состава в розливний проліт |
15 |
15 |
15 |
Очікування розливу |
20 |
20 |
20 |
Розливання сталі (τр) |
48 |
44 |
42 |
Витримка состава |
60 |
45 |
30 |
Подача у стриперне відділення |
15 |
15 |
15 |
Роздягання зливків |
20 |
30 |
40 |
Подача у відділення нагрівальних колодязів |
10 |
10 |
10 |
Посадка в колодязі |
10 |
15 |
20 |
Подача составу у стриперне відділення |
10 |
10 |
- |
Зняття виливниць |
15 |
15 |
- |
Подача у двір виливниць |
10 |
10 |
10 |
Складання составів у дворі виливниць |
90 |
70 |
60 |
Подача у стриперне відділення |
10 |
10 |
10 |
Встановлення виливниць |
20 |
30 |
40 |
Подача на ділянку охолодження |
10 |
10 |
10 |
Охолодження на повітрі |
240 |
240 |
240 |
Охолодження під душем |
15 |
15 |
15 |
Подача у відділення чищення й змащення виливниць |
10 |
10 |
10 |
Чищення й змащення виливниць |
20 |
20 |
20 |
Подача у двір виливниць |
10 |
10 |
10 |
Перестановка виливниць на основний состав |
30 |
40 |
50 |
Всього тривалість обороту состава |
688 |
684 |
666 |
Кількість составів у оберті |
21 |
13 |
8 |
Кількість составів у резерві |
2 |
1 |
1 |
Загальна кількість составів по кожному виду зливків |
23 |
14 |
9 |
Загальна
кількість составів у цеху
|
46 |
||
Кількість виливниць у роботі |
11 |
15 |
22 |
Кількість виливниць у резерві на візку |
1 |
1 |
2 |
Загальна
кількість виливниць на плавку
|
12 |
16 |
24 |
Продовження таблиці 35-Розрахунок кількості розливальних составів, візків та виливниць
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Кількість виливниць на візку |
4 |
4 |
4 |
Відношення ваги виливниці до ваги зливку |
1,4 |
1,1 |
0,9 |
Вага
однієї виливниці зі зливком
|
48 |
32 |
19 |
Загальна вага виливниць зі зливками на візку, т |
192 |
128 |
76 |
Тип візка та його вантажопідйомність |
Шестивісний, 230 т |
Чотиривісний, 160 т |
Чотиривісний, 120 т |
Кількість
візків на плавку (з урахуванням
резервних виливниць)
|
3 |
4 |
6 |
Коефіцієнт запасу візків, к |
1,4 |
1,4 |
1,4 |
Загальна кількість візків по кожному виду зливків |
97 |
78 |
76 |
Загальна
кількість візків у
цеху,
|
251 |
||
Коефіцієнт запасу виливниць, К |
1,3 |
1,3 |
1,3 |
Загальна кількість виливниць по кожному виду зливків |
358 |
291 |
216 |
Загальна кількість виливниць у цеху, |
865 |
||
7.3 Визначення довжини розливного прольоту.
При розташуванні розливного прольоту в головній будівлі довжина розливного прольоту складається з довжин розливних площадок lплощ , довжини проміжного заїзду lзаїзд = 36 м, довжин початку закруглення залізн. шляхів lзакр = 6 м і довжин торцевих ділянок lторц = 6 м.
У зовнішньому розливному прольоті при наявності проміжного заїзду розливні площадки робляться здвоєними. У внутрішньому розливному прольоті розливні площадки можуть бути як одинарні, так і здвоєні, або одинарні зі східчастим їхнім розташуванням й однобічним заїздом до кожного щабля. При здвоєних розливних площадках повинен бути проліт між составами рівний 6-12м.
При розташуванні розливних прольотів в окремому будинку заїзди в розливні прольоти робляться тільки торцеві. Під'їзд до розливної площадки з далекого шляху здійснюється по криволінійному шляху усередині прольоту. Довжина розливного прольоту в цьому випадку складається з довжин розливних площадок lплощ , відстаней між сталевозними шляхами lстал.шлях, габаритних ділянок lгаб.діл = 6-10 м, довжин закруглень lзакр = 18-24 м і торцевих ділянок lторц = 6-12 м. Зовнішній розливний проліт може також робитися із проміжним заїздом.
Довжина розливної площадки повинна бути не менше максимальної довжини розливного состава. Довжина розливної площадки повинна бути кратною 6 м. Крім того, кожна розливна площадка повинна мати резервну довжину не менш, ніж на один візок.
У зразковому розрахунку прийняте розміщення розливних прольотів в головній будівлі. У кожному прольоті прийнято по дві здвоєні розливні площадки. Отже, для розливання всієї сталі у виливниці необхідно два розливних прольоти.
Загальна довжина розливного состава визначається по формулі:
![]() ,
м ( 38 )
,
м ( 38 )
Довжина однієї одинарної розливної площадки визначається по формулі:
![]() ,
м ( 39 )
,
м ( 39 )
Довжина однієї здвоєної розливної площадки визначається по формулі:
![]() ,
м ( 40 )
,
м ( 40 )
Довжина розливного прольоту з двома здвоєними розливними площадками визначається по формулі:
![]() ,
м ( 41 )
,
м ( 41 )
Довжина розливного прольоту повинна бути кратна 12м.
Таблиця 36- Визначення довжини розливного прольоту
Показник |
Тип сталей і вага зливків |
||
спокійна сталь, qзл = 20т |
напівспокійна сталь, qзл = 15т |
кипляча сталь, qзл = 10т |
|
Кількість візків на плавку , шт. |
3 |
4 |
6 |
Тип візка та його вантажопідйомність, т |
Шестивісний, 230 |
Чотиривісний, 160 |
Чотиривісний, 120 |
Довжина візків по осях зчіпок lвіз, м |
7,94 |
6,24 |
5,84 |
Довжина розливного состава lсост, м |
23,82 |
24,96 |
35,04 |
Тип розливної площадки |
здвоєна |
здвоєна |
здвоєна |
Відстань між составами, м |
6 |
6 |
6 |
Довжина
розливної площадки
|
69,52 |
68,40 |
87,76 |
Фактична довжина розливної площадки, м |
72 |
72 |
90 |
Проектна довжина розливної площадки, м |
90 |
||
Довжина проміжного заїзду lзаїзд , м |
36 |
36 |
36 |
Довжина початку закруглення залізничних шляхів lз/д.закр ,м |
6 |
6 |
6 |
Довжина торцевих ділянок lторц , м |
6 |
6 |
6 |
Довжина розливного прольоту, м |
199,04 |
196,80 |
235,52 |
Фактична довжина розливного прольоту, м |
204 |
204 |
240 |
Проектна довжина розливного прольоту, м |
240 |
||
За рахунок надлишку проектної довжини розливного прольоту над розрахунковою відповідно збільшується довжина розливних площадок.