

8. Весовая балансировка штанцевальных форм
Весовая балансировка является необходимым этапом в изготовлении штанцевальной формы. Несбалансированная форма в условиях быстрого возвратно-поступательного движения и тяжелых ударных нагрузок приобретает перекос. Это ведет к повышенному износу формы и штанцевального оборудования, затуплению ножей, а также ухудшению качества штанцевания, вплоть до недовысеченных участков.
Для расчета весовой балансировки необходимо вычислить моменты отдельных рабочих инструментов (высекальных, биговальных, перфорационных, рицовочных ножей) относительно осей симметрии штанцевальной формы. Затем моменты относительно одной оси суммируются, причем моменты от ножей, находящихся в положительной полуплоскости, берутся со знаком «+», а от ножей, находящихся в отрицательной полуплоскости – со знаком «-».
Условие балансировки штанцевальной формы:
∑My=0
∑Mx=0
В случае, если ∑M>0, необходимо расположить в отрицательной полуплоскости дополнительные компенсационные ножи такой длины и на таком расстоянии от оси, чтобы момент от них был равен ∑M по модулю. В случае, если ∑M<0 необходимо сделать то же самое в положительной полуплоскости.
Момент от рабочего инструмента определяется таким образом:
My = mмп×Lн×yн, где mмп - масса погонного метра ножа данного типа, Lн – длина ножа, yн – плечо относительно оси Y
Выполнение работы
Рассмотрим раскладку разверток коробки на лист картона заданного формата. Проведем оси симметрии и отметим положительную и отрицательную полуплоскости относительно каждой оси. (см. ниже)
Введем обозначения для каждого ножа.
Рассчитаем моменты для всех ножей относительно оси Y
Размещение разверток на листе и листа относительно штанцформы показано на схеме 1. Развертки удобно распологать так, чтобы оси симметрии штанцформы совпадали с осями симметрии группы разверток.
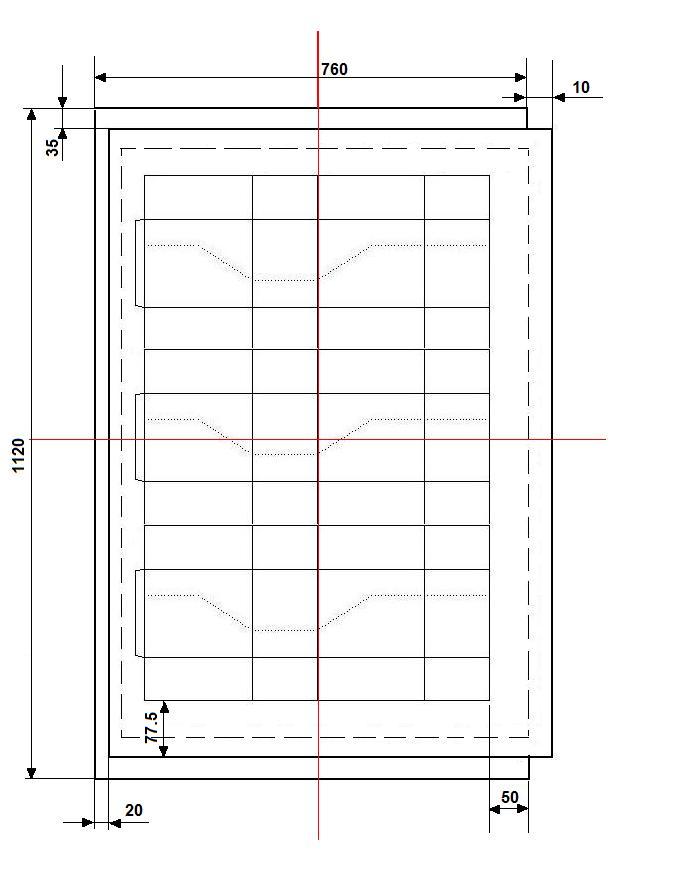
Схема 1
Далее введем обозначение для каждого ножа (см. схему 2), определим массу ножа, плечо относительно осей X и Y и рассчитаем момент относительно этих осей (см. таблицу 1)
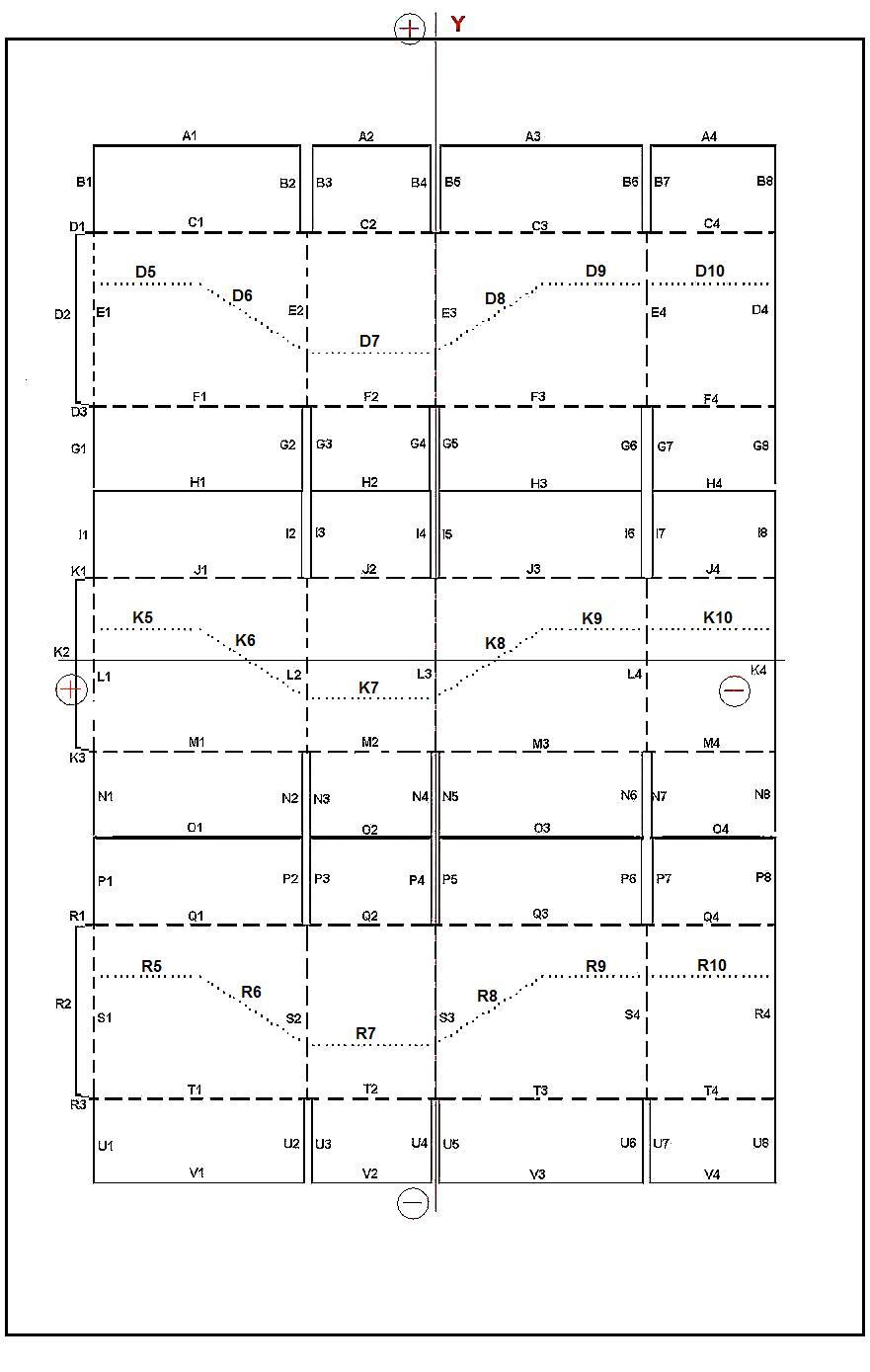
Схема 2
Таблица 1
нож |
масса мп, кг/м |
длина, мм |
масса, кг |
плечо y, мм |
момент у, кг*мм |
плечо x, мм |
момент x, кг*мм |
A1 |
0,13 |
200 |
0,026 |
220 |
5,72 |
487,5 |
12,675 |
A2 |
0,13 |
120 |
0,0156 |
60 |
0,936 |
487,5 |
7,605 |
A3 |
0,13 |
200 |
0,026 |
-100 |
-2,6 |
487,5 |
12,675 |
A4 |
0,13 |
120 |
0,0156 |
-260 |
-4,056 |
487,5 |
7,605 |
B1 |
0,13 |
80 |
0,0104 |
320 |
3,328 |
447,5 |
4,654 |
B2 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
447,5 |
4,654 |
B3 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
447,5 |
4,654 |
B4 |
0,13 |
80 |
0,0104 |
0 |
0 |
447,5 |
4,654 |
B5 |
0,13 |
80 |
0,0104 |
0 |
0 |
447,5 |
4,654 |
B6 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
447,5 |
4,654 |
B7 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
447,5 |
4,654 |
B8 |
0,13 |
80 |
0,0104 |
-320 |
-3,328 |
447,5 |
4,654 |
C1 |
0,13 |
200 |
0,026 |
220 |
5,72 |
407,5 |
10,595 |
C2 |
0,13 |
120 |
0,0156 |
60 |
0,936 |
407,5 |
6,357 |
C3 |
0,13 |
200 |
0,026 |
-100 |
-2,6 |
407,5 |
10,595 |
C4 |
0,13 |
120 |
0,0156 |
-260 |
-4,056 |
407,5 |
6,357 |
D1 |
0,13 |
19,32 |
0,002512 |
330 |
0,828828 |
404 |
1,014686 |
D2 |
0,13 |
158,28 |
0,020576 |
340 |
6,995976 |
325 |
6,68733 |
D3 |
0,13 |
19,32 |
0,002512 |
330 |
0,828828 |
246 |
0,617854 |
D4 |
0,13 |
165 |
0,02145 |
-320 |
-6,864 |
325 |
6,97125 |
E1 |
0,13 |
165 |
0,02145 |
320 |
6,864 |
325 |
6,97125 |
E2 |
0,13 |
165 |
0,02145 |
120 |
2,574 |
325 |
6,97125 |
E3 |
0,13 |
165 |
0,02145 |
0 |
0 |
325 |
6,97125 |
E4 |
0,13 |
165 |
0,02145 |
-200 |
-4,29 |
325 |
6,97125 |
F1 |
0,13 |
200 |
0,026 |
220 |
5,72 |
242,5 |
6,305 |
F2 |
0,13 |
120 |
0,0156 |
60 |
0,936 |
242,5 |
3,783 |
F3 |
0,13 |
200 |
0,026 |
-100 |
-2,6 |
242,5 |
6,305 |
F4 |
0,13 |
120 |
0,0156 |
-260 |
-4,056 |
242,5 |
3,783 |
G1 |
0,13 |
80 |
0,0104 |
320 |
3,328 |
202,5 |
2,106 |
G2 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
202,5 |
2,106 |
G3 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
202,5 |
2,106 |
G4 |
0,13 |
80 |
0,0104 |
0 |
0 |
202,5 |
2,106 |
G5 |
0,13 |
80 |
0,0104 |
0 |
0 |
202,5 |
2,106 |
G6 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
202,5 |
2,106 |
G7 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
202,5 |
2,106 |
G8 |
0,13 |
80 |
0,0104 |
-320 |
-3,328 |
202,5 |
2,106 |
H1 |
0,13 |
200 |
0,026 |
220 |
5,72 |
162,5 |
4,225 |
H2 |
0,13 |
120 |
0,0156 |
60 |
0,936 |
162,5 |
2,535 |
H3 |
0,13 |
200 |
0,026 |
-100 |
-2,6 |
162,5 |
4,225 |
H4 |
0,13 |
120 |
0,0156 |
-260 |
-4,056 |
162,5 |
2,535 |
I1 |
0,13 |
80 |
0,0104 |
320 |
3,328 |
122,5 |
1,274 |
I2 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
122,5 |
1,274 |
I3 |
0,13 |
80 |
0,0104 |
120 |
1,248 |
122,5 |
1,274 |
I4 |
0,13 |
80 |
0,0104 |
0 |
0 |
122,5 |
1,274 |
I5 |
0,13 |
80 |
0,0104 |
0 |
0 |
122,5 |
1,274 |
I6 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
122,5 |
1,274 |
I7 |
0,13 |
80 |
0,0104 |
-200 |
-2,08 |
122,5 |
1,274 |
I8 |
0,13 |
80 |
0,0104 |
-320 |
-3,328 |
122,5 |
1,274 |
J1 |
0,13 |
200 |
0,026 |
220 |
5,72 |
82,5 |
2,145 |
J2 |
0,13 |
120 |
0,0156 |
60 |
0,936 |
82,5 |
1,287 |
J3 |
0,13 |
200 |
0,026 |
-100 |
-2,6 |
82,5 |
2,145 |
J4 |
0,13 |
120 |
0,0156 |
-260 |
-4,056 |
82,5 |
1,287 |
Таким образом, требуется установить компенсационные ножи в отрицательных полуплоскостях относительно осей X и Y.
Как видно из схемы, в отрицательной полуплоскости относительно оси имеется 50 мм свободного места. Выберем место для ножа в 30 мм от края заготовок. Тогда плечо данного ножа будет равно
yн = 320+30 = 350 мм
My = mмп×Lн×yн
Lн = My/( mмп× yн) = 11,75132кг×мм/(0,13кг/м×0,350м) = 258,27 мм
Аналогично, выбираем для ножа относительно оси Х место в 30 мм от края заготовок
xн = 487,5+30 = 517,5 мм
Mх = mмп×Lн×хн
Lн = Mх/( mмп× хн) = 2,535кг×мм/(0,13кг/м×0,5175м) = 37,68 мм
На схеме 3 зеленым цветом показаны компенсационные ножи
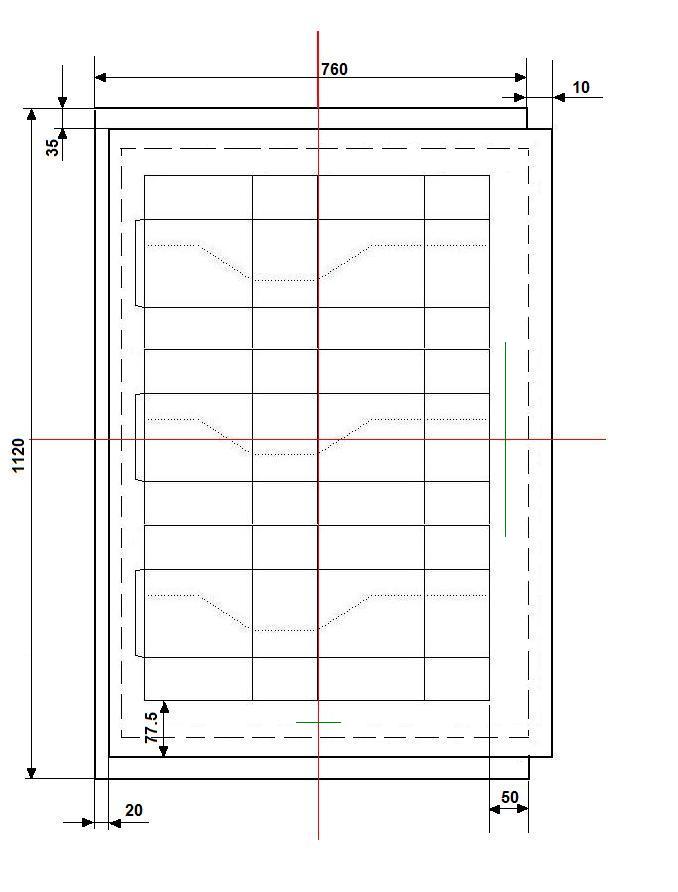
Схема 3