

10. Расчет траектории выполнения пазов в основании роторных штанцевальных форм
В настоящее время роторное штанцевание широко применяется в производстве тары из картона и гофрокартона. Оно обладает рядом преимуществ по сравнению с плоским (тигельным) штанцеванием, и в первую очередь это высокая скорость штанцевания. Для роторного штанцевания используются штанцевальные формы на основании в виде двух фанерных полуцилиндров, закрепляемых на барабане машины. Пазы для закрепления рабочих инструментов в форме выпиливают лобзиком или выжигают лазером на специальном станке. Рассмотрим сечение, перпендикулярное оси вращения барабана и нож, параллельный оси:
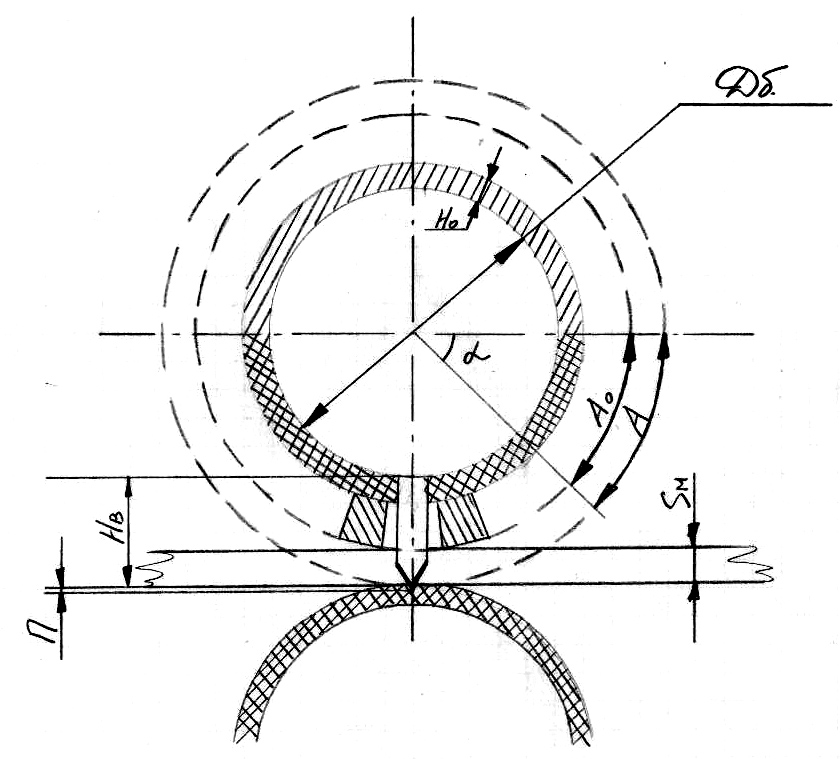
Здесь Dб – диаметр барабана машины (выбирается с таким расчетом, чтобы длина окружности L=π× Dб была больше или равна длине развертки тары), Hо – высота основания формы, Hв – высота высекального ножа, П – глубина пенетрации, Sм – толщина материала, А – расстояние между линиями высечки на заготовке, А0 – расстояние между ножами в основании формы.
Как видно из рисунка, расстояние между пазами под высекальные ножи отличается от необходимого для развертки расстояния между линиями высечки, поскольку при вращении формы вершина и основание ножа проходят разные пути (А и А0). Следовательно, длину пазов в основании формы необходимо вычислить.
![]()
Длины дуг А0 и А можно выразить через центральный угол:
![]() ,
,
![]()
Приравняем значения центрального угла и выразим A0 через A:
![]()
Выполнение работы
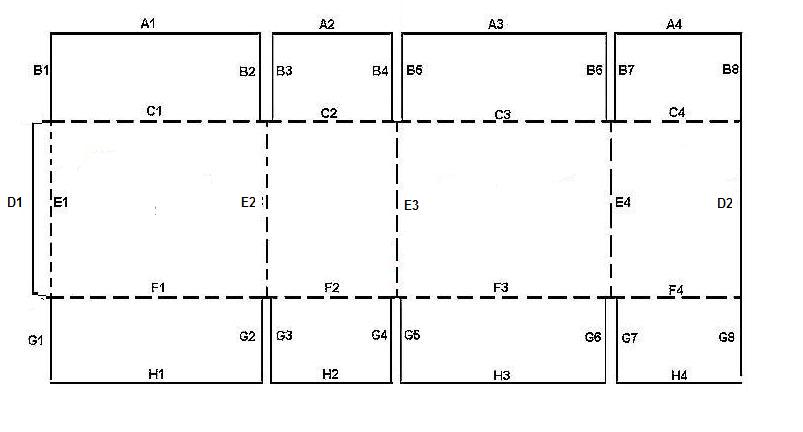
Схема развертки групповой коробки
Введем обозначения для каждого ножа
Определим подходящий диаметр барабана
Lр = 642,8 мм
Hв = 23,8 мм
П = 1,5 мм
Sм = 0,8 мм
Dб =
![]() 161,71
мм
161,71
мм
Ближайшее стандартное значение Dб = 270 мм.
Рассчитаем величины А0 в зависимости от А (длины ножей, параллельных оси вращения, остаются неизменными)
обозначение ножа |
А |
А0 |
A1 |
199,2 |
194,745 |
A2 |
118,8 |
116,1431 |
A3 |
199,2 |
194,745 |
A4 |
118,8 |
116,1431 |
B1 |
80,4 |
80,4 |
B2 |
80,4 |
80,4 |
B3 |
80,4 |
80,4 |
B4 |
80,4 |
80,4 |
B5 |
80,4 |
80,4 |
B6 |
80,4 |
80,4 |
B7 |
80,4 |
80,4 |
B8 |
80,4 |
80,4 |
C1 |
200,8 |
196,3093 |
C2 |
120,8 |
118,0984 |
C3 |
200,8 |
196,3093 |
C4 |
120,8 |
118,0984 |
D1 |
169 |
169 |
D2 |
165,8 |
165,8 |
E1 |
169 |
169 |
E2 |
165,8 |
165,8 |
E3 |
167,4 |
167,4 |
E4 |
165,8 |
165,8 |
F1 |
200,8 |
196,3093 |
F2 |
120,8 |
118,0984 |
F3 |
200,8 |
196,3093 |
F4 |
120,8 |
118,0984 |
G1 |
80,4 |
80,4 |
G2 |
80,4 |
80,4 |
G3 |
80,4 |
80,4 |
G4 |
80,4 |
80,4 |
G5 |
80,4 |
80,4 |
G6 |
80,4 |
80,4 |
G7 |
80,4 |
80,4 |
G8 |
80,4 |
80,4 |
H1 |
199,2 |
194,745 |
H2 |
118,8 |
116,1431 |
H3 |
199,2 |
194,745 |
H4 |
118,8 |
116,1431 |