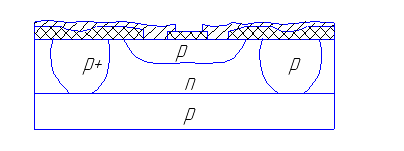
10. Окисление поверхности.
11. Фотолитография для вскрытия контактных окон.
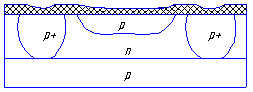
В структуре кремния необходимо сформировать омические контакты алюминия с кремнием. С этой целью вскрываются окна под контакты, и проводится диффузия в соответствующие области. Фотолитография контактных окон - наиболее ответственная фотолитографическая операция при изготовлении структур ИМС. В этой операции одинаково важную роль играют и точная передача размеров окон, и качество совмещения, и наличие дефектов - проколов в слое оксида. При этом размеры контактных окон и зазоры при их совмещении всегда меньше, чем размеры и зазоры на других операциях фотолитографии. Размеры проколов, опасных при фотолитографии контактных окон, также очень малы - доли микрометра. Дефекты, возникшие на стадии фотолитографии контактных окон, проявляются после формирования контактов. Алюминий, например, проникает сквозь проколы в оксидной пленке толщиной около 0.3 мкм. Поэтому отсутствие дефектов - важнейшее требование, предъявляемое к фотолитографии контактных окон.
12. Процесс формирования межсоединений.

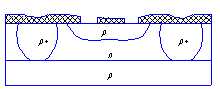
Процесс формирования межсоединений в ИМС складывается из двух этапов – металлизации и фотолитографии по металлической пленке.
Металлизация – это нанесение на кремниевую пластину, на которой уже сформированы структуры, сплошной металлической пленки для получения качественных омических контактов с элементами ИМС, а также электропроводящего покрытия, надежно сцепляющегося с пленкой SiO2.
Фотолитография по металлической пленке обеспечивает требуемую конфигурацию проводников межсоединений, а также формирует по периферии кристалла контактные площадки, необходимые для присоединения ИМС к внешним выводам корпуса.
К металлу, используемому для этих целей, предъявляется ряд требований по проводимости, по технологичности при нанесении, коррозионной стойкости, адгезии к пленке SiO2 и другие требования.
Наиболее полно им отвечает высокочистый алюминий марки А99 (ГОСТ 11069 - 64), который мы и будем использовать для металлизации поверхности нашего резистора. Для этого необходимо применить метод термического вакуумного испарения из резистивных испарителей при температуре на пластине 200 – 400 ºС и невысоких скоростях осаждения (0 – 15 нм / с).
При фотолитографии по алюминиевой пленке будем также использовать негативный фоторезист.
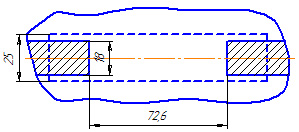
Рис.16. Фотошаблон для фотолитографии по металлической пленке.
После фотолитографического процесса, с помощью которого формируют рисунок межсоединений, проводят вжигание контактов. Цель этой операции – повышение адгезии пленки за счет взаимодействия алюминия с изолирующим окислом:
SiO2 + Al → Al2O3 + Si
и внедрения алюминия в кремний через контактные окна.
Рекомендуемый режим вжигания – нагрев до температуры 550 ºС с выдержкой 5 – 10 мин.
13. Местная фотолитография и травление участков металлической пленки.